



版權說明:本文檔由用戶提供并上傳,收益歸屬內容提供方,若內容存在侵權,請進行舉報或認領
文檔簡介
1、專 業 工 藝 規 程編號DMBM0.054.264G版權所有:侵犯必究螺紋緊固工藝規范1適用范圍本規范適用于我公司各種產品常見螺紋連接的裝配。本規范可作為工藝人員編制工藝文件、生產現場進行工藝控制以及生產部門準備螺紋連接工具的依據;同時可作為產品螺紋連接可靠性檢驗以及進行工具申購和發放的參考。說明:功率器件的安裝要求應按照DMBM0.054.121G功率器件安裝通用工藝規范及DMBM0.072.001GIGBT和SCR器件裝配通用工藝規范執行。2引用標準、規范、參考書目及試驗報告本規范的制訂主要依賴于一系列的試驗結果、實踐驗證和理論計算,同時參考了國內外一些電子廠家的螺釘緊固數據。所使用的資
2、料如下:2.1試驗報告 略。2.2標準規范GB944.1-85螺釘用十字槽JISB1012-97Cross Recesses for ScrewsGB4943-1995信息技術設備(包括電氣事務設備)的安全GB5267-85螺紋緊固件電鍍層GB5779.1-86緊固件表面缺陷-螺栓、螺釘和螺柱-一般要求GB90-85緊固件驗收檢查,標志和包裝Q/EFIOS.005-98超藝螺絲工業有限公司標準十字槽自攻螺釘GB3098.5-86緊固件機械性能自攻螺釘GB/T3098.2-2000 緊固件機械性能 螺母 粗牙螺紋MECHANICAL FASTENING WORKMANSHIP STANDARD
3、MDST-7472-0052.3書目機械設計手冊第3卷機械工業出版社汪愷主編機械設計手冊第2卷機械工業出版社徐灝主編緊固件連接設計手冊國防工業出版社無線電整機裝配工藝基礎天津科學技術出版社3術語與約定3.1說明對本規范中的部分術語加以解釋。由于不同廠商、不同地區對一些相同的事物有不同的稱謂,并可能已經應用在各種文件中,為避免產生歧義和誤解,在本文中對一些稱謂進行約定,在工作中應以本約定統一稱謂。3.2條目3.2.1(螺紋)緊固使用裝配工具將螺紋連接件與螺紋緊固件緊密結合在一起,并保證一定預緊力的過程。表示相同意思的稱謂有:擰緊,打緊,上緊,打螺釘等3.2.2扭矩 在螺紋連接中,為達到一定的預緊
4、力而通過裝配工具施加在螺紋緊固件上的扭矩,表示相同意思的稱謂有:力矩,扭力。扭矩國際單位為“牛頓·米”(N.m),工程單位為“千克力.厘米”(kgf.cm),換算關系:0.98N.m=10kgf.cm,在實際計算中,可近似取1N.m=10kgf.cm。在我司的生產中,一般以kgf.cm為單位。 3.2.3緊固扭矩在緊固過程中,為保證足夠的預緊力,以達到可靠的機械連接或(和)電氣連接而通過裝配工具施加在螺紋緊固件上的扭矩。許多資料中稱為“擰緊扭矩”,“擰緊力矩”等。3.2.4松脫扭矩為松開經過緊固的緊固件,通過裝配工具施加在緊固件上的最小扭矩。3.2.5手批、電批、風批和批頭手批(Ha
5、ndle Screwdriver):常用的稱謂有手批、起子、改錐、手動螺釘旋具等。根據手批頭的不同,常用的手批有十字批(crossspoint tip screwdriver),一字批(flat blade screwdriver),六角批(hex screwdriver),手動套筒(nut setter)等。電批:常用的稱謂有電動起子,電動螺釘旋具等。風批:常用的稱謂有風動起子,風動螺釘旋具等。批頭:安裝于電批和風批上。常用稱謂有起子頭,電批/風批咀等。批頭根據其頭部形狀不同,有十字批頭,一字批頭,六角批頭,套筒批頭,六角花型批頭等。3.2.6螺紋緊固件、螺紋連接件螺紋緊固件:通過螺紋連接進
6、行緊固的所有緊固件統稱,如螺釘,螺栓,螺母等。螺紋連接件:通過螺紋連接被緊固的所有緊固件、元器件的統稱,如被螺栓-螺母緊固的鋼板等。 3.2.7手批、批頭的規格手批和批頭因各制造廠家的不同,對其規格描述各有不同,針對我司的需求,在“工具選用”一節中作了詳細的約定,請參考4.2條。3.2.8螺釘槽損壞在螺釘緊固過程中,由于各種原因造成螺釘十字槽或一字槽鍍層破壞,或者十字槽/一字槽磨損,起毛刺,破損等機械損壞。在口語中,常稱為“螺釘打花”。3.2.9螺紋緊固失效螺紋緊固失效可以分為螺紋連接失效、緊固件失效和連接件失效。螺紋連接失效l 因強度不夠引起螺紋緊固件破壞,如螺桿拉斷,螺紋破壞(滑絲)。l
7、松動或松脫。l 由于壓力不夠,從而使密封、屏蔽、接地、低阻電導通等場合不能達到相應要求。緊固件失效l 外觀損壞,從而進一步影響連接性能。如銹蝕等。l 螺釘槽型損壞。連接件失效l 連接件失效主要表現在連接件強度不夠或連接壓力過大,從而引起連接件被壓潰、折斷。l 外觀損傷。4螺紋連接要素說明與控制本節內容的目的在于從裝配角度去控制螺紋連接的可靠和防銹,裝配可靠性的控制在于保證足夠的預緊力,防銹的控制在于防止螺紋緊固件鍍層脫落和機械損傷,下面就影響螺紋連接可靠性和防銹的裝配要素以及各要素的控制方法加以詳細說明。4.1螺紋連接要素說明4.1.1緊固扭矩緊固扭矩是影響螺紋連接可靠性最主要的因素,選擇適當
8、的緊固扭矩是保證預緊力和防止螺紋緊固件機械損傷的關鍵。緊固扭矩大小的確定由主到次由以下因素制約:螺紋緊固件公稱直徑螺紋緊固件公稱直徑是影響緊固扭矩最主要的因素,在其他條件相同的情況下,直徑越大,所需緊固扭矩也越大,具體數值見4.3。螺紋緊固件材料等級一般機械用碳素鋼和合金鋼外螺紋緊固件按機械性能分為3.6,4.6,4.8,5.6,5.8,6.8,8.8,9.8,10.9,12.9共10個等級,一般情況下,如果沒有特意提及,都為4.8級。對于每一級別,小數點前面的數據代表材料抗拉強度的1/100,小數點后面的數代表材料屈服強度或屈服點與抗拉強度比值的10倍,所以級別越高,對應扭矩越大。公稱高度0
9、.8D(螺紋有效長度0.6D)的螺母,用螺栓性能等級的第一部分數字標記,分為4,5,6,8,9,10,12七個等級;螺母等級的選用按附表。螺紋連接件材料螺紋連接件材料的考慮,對連接件上有螺紋時,其考慮與螺紋緊固件的考慮是相同的;對于沒有螺紋的連接件,還應考慮其他受力情況,如果因為其他受力更容易引起破壞,則應首先考慮。螺紋連接應用場合不同應用場合對緊固扭矩的要求是不同的,如一般電信產品在運行工作時對螺紋連接的機械連接強度要求并不高,但對于散熱、屏蔽、密封、接地等場合,要求使用較大的緊固扭矩。螺紋緊固件和連接件之間結合面的潤滑程度和粗糙度緊固扭矩主要由三部分組成,50%用來克服螺紋緊固件和螺紋連接
10、件結合面之間的摩擦扭矩,40%用來克服螺紋副之間的摩擦扭矩,其余10%用來克服螺紋副之間的反擰扭矩。可見結合面之間的粗糙度和潤滑程度也直接影響緊固扭矩的大小,為保證足夠的預緊力,對粗糙結合面的連接,應使用較大緊固扭矩;而對于光滑結合面,就可以使用較小緊固扭矩。4.1.2螺紋緊固件頭部形狀公司常用的螺紋連接主要是螺釘連接,另外有螺柱、穿心電容、電纜接頭等。 在進行緊固裝配選用工具時,應注意以下區別: 不同頭部形狀使用不同工具;緊固件直徑不同使用的工具型號大小也不同;按不同標準要求生產的緊固件使用的工具也有差別。l 頭部形狀 根據所需要的緊固工具不同可分六角頭、內六角、帶十字槽的和內六角花型(六角
11、花型型):六角頭六角套筒、套筒批頭、扳手等。內六角六角手批或六角批頭。帶十字槽十字批或十字批頭,十字槽使用最為普遍,下面將詳細介紹。帶一字槽一字批,對一字槽,建議不要使用電批緊固,以免損壞一字槽。l 十字槽公司最常用的緊固件頭部形狀是帶十字槽的緊固件,螺釘十字槽通用有Z型和H型2種,常用H型,H型十字槽在緊固時需要附加一定的軸向力。螺釘十字槽的形狀、深度直接決定了十字批和十字批頭的選用,而十字槽的形狀和深度不僅會因螺釘大小不同而不同,還和十字槽頭部形狀有關。十字槽頭部形狀有盤頭(P型),沉頭(K型),半沉頭(O型),扁圓頭(T頭),球面錐柱頭(B頭),半圓頭(V頭),帶法蘭盤頭(PW頭)以及小
12、盤頭(日標盤頭)。注意:一般情況下,相同直徑不同頭部形狀的十字槽可以選用相同型號的工具;在要求較嚴的場合,可以按表7要求,使半沉頭(O型)選用大1號工具,小盤頭使用小1號工具。4.1.3十字批/十字批頭形狀:緊固工具十字頭的選用應適合螺釘十字槽的形狀,合適的工具是防止大扭矩情況下螺釘十字槽的機械損傷,同時也是保證大扭矩情況下,得到合適的預緊力。選用的理想狀態就是當手批/批頭的十字頭插入螺釘十字槽時,在深度上,基本上能插到槽底,在寬度上,能夠插滿十字槽,并得到較好的吻合,這樣就可以保證緊固時,螺釘十字槽受載面積較大,防止大扭矩損壞十字槽。所以在手批/批頭的選用中,一定要注意PXd(其含義在工具選
13、用一節中有詳細說明)的大小。可以說,螺釘緊固時,十字頭與十字槽的配合的重要性并不亞于緊固扭矩的選擇。注意:在十字批頭的選用中,由于我們普遍使用日產電批和批頭,而螺釘生產有按國標和日標兩種規格,所以應注意國標和日標的區別。4.1.4電批/風批扭矩范圍:電批和風批的選擇要注意其扭矩范圍,為保證較精確地控制扭矩,一般電批/風批的扭矩范圍應滿足以下關系:所需扭矩<電批/風批最大扭矩<3倍所需扭矩電批/風批最小扭矩<0.8倍所需扭矩例如現在緊固螺釘需要0.2N.M的扭矩,則可以選用扭矩介于0.150.6N.m之間的電批,而如果選用最大值為2.0的電批則扭矩很難精確控制。公司目前普遍使用
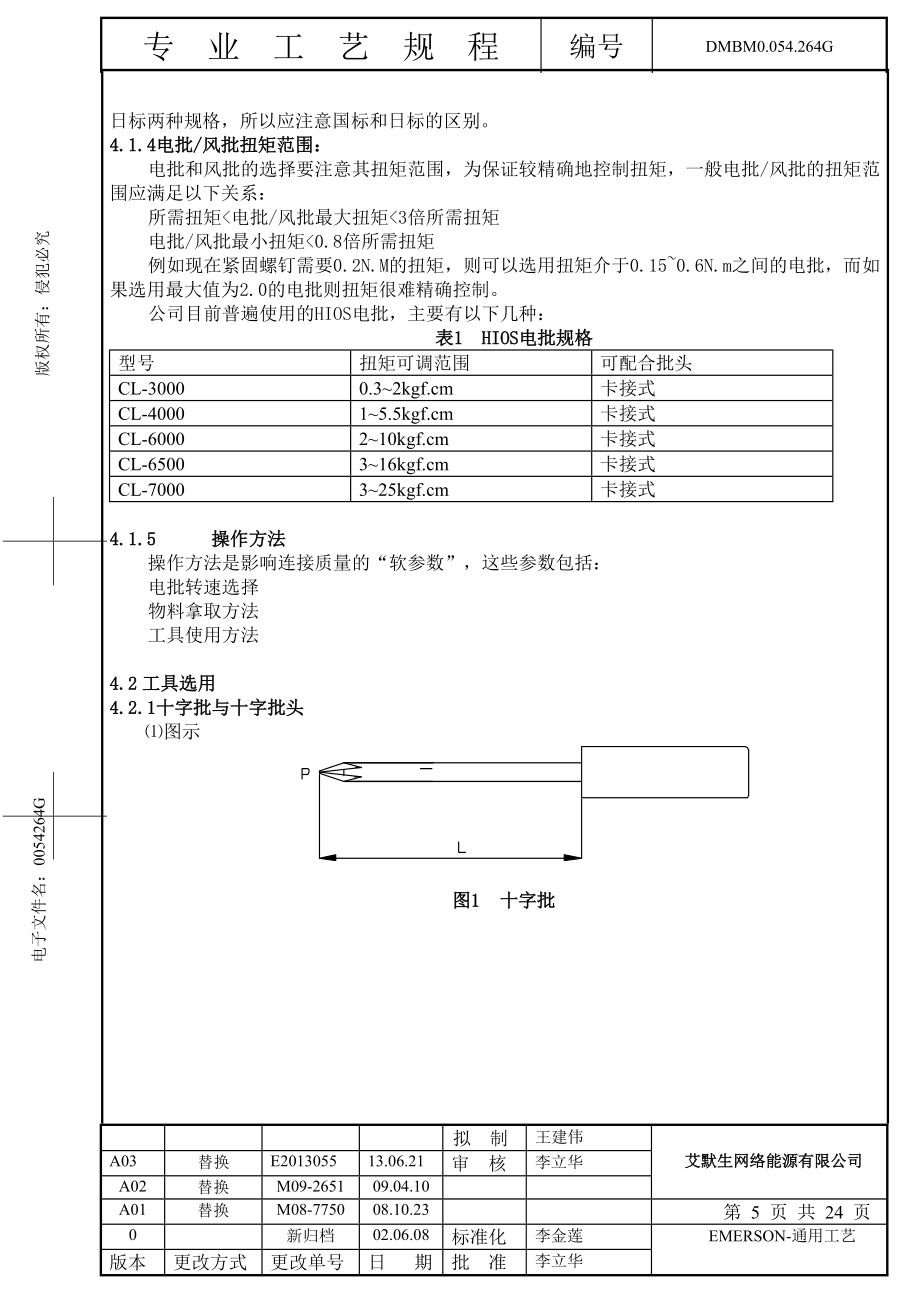
14、的HIOS電批,主要有以下幾種:表1HIOS電批規格型號扭矩可調范圍可配合批頭CL-30000.32kgf.cm卡接式CL-400015.5kgf.cm卡接式CL-6000210kgf.cm卡接式CL-6500316kgf.cm卡接式CL-7000325kgf.cm卡接式4.1.5 操作方法操作方法是影響連接質量的“軟參數”,這些參數包括:電批轉速選擇物料拿取方法工具使用方法4.2工具選用4.2.1十字批與十字批頭圖示 圖1十字批規格表示方法:手批類型-PXL示例:十字批1X75圖2 十字批頭 示例:十字批頭-卡接式Ø5-1X3X30X60十字批和十字批頭規格參數說明l安裝方式指批頭
15、與電批/風批的接口形式,有卡接式和插接式兩種(見圖3)。卡接式 插接式圖3 安裝方式l P值:如下圖所示,對十字頭而言P越小,表示頂部十字越尖;P越大,表示頂部十字越鈍;對批頭而言,如0號批頭、1號批頭即指P值為0和1的十字批頭。常用的批頭有00號,0號,1號和2號。l 批頭之Ø值:批頭與電批/風批接口大小,常用有4毫米、5毫米、6毫米和8毫米。對公司常用的HIOS電批而言,使用5毫米的卡接式批頭,其代碼為D76。常用十字批和十字批頭規范參數范圍l 常用十字批規格各參數的范圍如下:表2常用十字批規格參數范圍P0,1,2,3,4L30,60,75,100,150,200,250,300
16、,350,500l 常用十字批頭規格參數范圍如下:表3常用十字批頭規格參數參數PdML范圍002,1.620,166002.5,2,1.825,2,1850,6011.6,2.5,316,25,30601560,80,100,120,150,200,2330602550,60,75,80,100,120,150,200,250注意:手批之P值與批頭之P值不相同。4.2.2一字批與一字批頭圖示 圖5一字批 規格表示方法:手批類型-頭部形狀-LXd示例:一字批-普通型-40X3。一字批規格參數說明頭部形狀一字批頭部形狀常用的有普通型和電訊型兩種,區別如下圖:圖6 上面為普通型一字批,下面為電訊型一
17、字批常用一字批規格范圍表4常用一字批規格參數范圍L30,60,75,100,150,200,250,300,350,500d3,4,5,6,7,8,9,10,12不推薦使用電批或風批緊固一字螺釘,所以一字批頭略。4.2.3六角批、手動套筒、扳手和六角批頭、套筒批頭圖示圖7手動套筒和套筒批頭手動套筒規格表示方法:手動套筒-A/FXL套筒批頭規格表示方法:套筒批頭-A/FXdXL示例:手動套筒-6X150;套筒批頭-6X10X75圖8六角批和六角批頭六角批規格表示方法:六角批-HXdXL六角批頭規格表示方法:六角批頭HXdXL(L表示批頭總長度)示例:六角批-2.5X3.5X150;六角批頭-2.
18、5X3.5X49圖9 扳手自上而下為:單頭扳手,表示方法:單頭扳手+開口寬度,示例:單頭扳手6。雙頭扳手,表示方法:雙頭扳手+開口寬度X開口寬度,示例:雙頭扳手6X7梅花表示,表示方法:梅花扳手+開口寬度X開口寬度,示例:梅花扳手6X7。兩用扳手,表示方法:兩用扳手+開口寬度,示例:兩用扳手6六角批、手動套筒、扳手和六角批頭、套筒批頭規格參數說明l 扳手的開口寬度與套筒的A/F值與所要緊固的螺紋大小有一定對應關系,見下表。表5開口寬度或A/F值455.56789101113對應螺紋大小M22.533.5456678開口寬度或A/F值15161718192427303236對應螺紋大小M1010
19、1012121618202024l 六角批頭和六角批的H值與所要緊固的螺紋大小對應關系見下表。表6H值1.51.522.534568101417對應螺紋M1.622.53456810121620常用六角批、手動套筒、扳手和六角批頭、套筒批頭規格參數范圍l 常用單頭扳手和兩用扳手常用扳手范圍值同表四中“開口寬度或A/F值”一欄的數值。l常用雙頭扳手和梅花扳手常用扳手有6X7,8X9,10X11,10X13,12X13,14X15,16X17,17X19,18X19,19X22,22X24,24X27,30X32。l常用套筒批頭5.5X9X75,6X10X75,7X13X75,8X13X75,9X
20、14X75,10X16X75l常用六角批頭2.5X3.5X49,3X3.5X49,4X4.6X49,5X5.8X49,6X49。4.3緊固扭矩選擇和批頭選用常用螺釘扭矩與工具選用見表7。表7 扭矩與工具選用表規格型號緊固扭矩/松脫扭矩(單位:kgf.cm)(扭矩范圍:±10%)工具選用大類小類一般連接高緊密度連接鋼-塑膠,鋁型材,銅鋼-鋼鋼-鑄鋁,翻邊螺紋鋼-鋼鋼-鑄鋁鋼-鋁型材十字螺釘M20.81.51.52.52.51.5批頭:D76-00X2X20X60D76-0X2.5X25X60M2.51.6335.54.53D76-0X2.5X25X60M335.551086D76-2X
21、5X60250(D76-1X5X60150)M461210161412D76-2X5X60250(D76-1X5X60150)M5102013302820D76-2X5X60250(D76-1X5X60150)M6153028504830D76-2X5X60250或者將2#批頭手工磨至更鈍英制螺釘1/8"3.56.56.5D76-2X5X60250(D76-1X5X60150)1/4"1217D76-2X5X60250六角頭元器件(如六角頭螺柱,螺母,穿心電容等)同相配合十字螺釘的扭矩值同相配合十字螺釘的扭矩值同相配合十字螺釘的扭矩值配相應大小的套筒如:六角套筒-6X10X
22、75內六角螺釘同相配合十字螺釘的扭矩值同相配合十字螺釘的扭矩值同相配合十字螺釘的扭矩值配相應大小的六角頭批頭如:六角頭-5X5.8X49SMA接頭3.55.7扭矩扳手緊密APC接頭3.59扭矩扳手 說明: 1.如果因為排拉等原因,同一電批需要緊固不同大小螺釘,可以選用不同螺釘扭矩范圍相重疊區域,對于螺紋連接件表面較光滑的連接,扭矩可以選用較小值(緊固扭矩和松脫扭矩都適用);對于加彈墊的螺釘,扭矩可以取較小值(只對緊固扭矩)。如果不同螺釘扭矩相差較大,則應配備多把電批。 2.在“工具選用”中,括號內型號為不推薦型號,但因為排拉等原因而且為“一般連接”的情況下可以采用。 3.“高緊密度連接”指螺紋
23、連接需保證密封、散熱、屏蔽以及結構件有大電流通過等場合的連接。 4.對于公司經常遇到的塑膠件風扇緊固,如果使用自攻螺釘連接,則可套用“鋼-塑膠,鋁型材,銅”的連接場合;如果使用單邊固定,則可套用“鋼-鋼,鑄鋁(一般連接)”的連接場合;不推薦使用雙邊固定。對于塑膠件風扇的緊固問題詳細請查看相應的技術文件和工作聯絡單。 5.一般情況下,相同直徑不同頭部形狀的十字槽可以選用相同型號的工具;在要求較嚴的場合,可以按表7要求使半沉頭(O型)選用大1號工具,小盤頭使用小1號工具。 6.對于大于M3的飾釘,緊固扭矩可比表中相應數值小40%60%。 7.對于其他特殊的連接場合,套用本規范引起批量性連接缺陷;或
24、者具體的裝配操作指導書與本規范有不一致之處,應以具體的裝配操作指導書的要求為準,并通知工藝人員確認。銅排與銅排搭接、電纜端子與銅排搭接時,連接螺栓的緊固力矩見表8。表8銅排連接螺栓緊固力矩表螺紋規格緊固力矩(單位:fcm)(力矩范圍: ±10%)(連接等級4.8)緊固力矩(單位:fcm)(力矩范圍: ±10%)(連接等級8.8)M53060M64590M8110230M10220450M12390780統一螺紋(美制螺紋)標準力矩見表9。表9統一螺紋(美制螺紋)標準力矩表米制螺紋統一螺紋標準力矩值(N.m)大徑(mm)大徑(英寸)大徑(mm)Low carbon steel
25、 screw & washer低碳鋼Stainless steel screw & washer不銹鋼Alloy steel screw & washer合金鋼Brass screw & washer黃銅Aluminum screw & washer鋁Nylon screw尼龍M3#42.8450.37-0.530.7-0.90.63-0.900.34-0.490.20-0.330.09-0.16M4#84.1661.51-2.012.0-2.52.32-3.061.36-2.120.69-1.220.40-0.68M5#104.8261.76-2.35
26、2.4-3.03.39-4.521.58-2.100.95-1.560.45-0.77M61/46.3506.22-7.357.2-8.808.70-10.855.20-6.953.62-5.151.36-2.26M85/167.938131513.5-16.517229127934M103/89.525202425-3134401822121647M121/212.700445351-61819638482735610說明:1.表中的數據整理自LIEBERT NORTH AMERICA WORKMANSHIP STANDARDS LNA-MFST-0052.以上力矩為統一螺紋的標準力矩,為方
27、便使用,表中列出了與統一螺紋近似對應的米制螺紋。自攻螺釘緊固力矩見表10。表10自攻螺釘緊固扭矩規格鋼連接件最大緊固扭矩kgf.cm最小緊固扭矩kgf.cm塑膠件/變形鋁合金最大緊固扭矩kgf.cm最小緊固扭矩kgf.cm連接件厚度(mm)材料抗拉強度(Ma)連接件厚度材料抗拉強度(Ma)ST1.61.24122135010.5ST2.21.24122.31.53501.20.5ST2.61.24124.533501.61.1ST2.91.2412753502.71.8ST3.31.2412863503.62.4ST4.21.9412201355075ST4.83.141226155507.5
28、5.5ST6.34.741250358501711說明:1、具體緊固扭矩應介于“最大緊固扭矩”和“最小緊固扭矩”之間,對于使用電批緊固方式,應采用較小扭矩;對手批緊固可使用較大扭矩。2、對于連接件材料或厚度與表中數據不同的,可以大致按線性規律進行估算。高等級螺紋連接扭矩見表11。表11高等級螺紋連接扭矩參考值連接等級緊固扭矩(N.m)(連接件為普通鋼件)M8M10M12M14M164.610-1220-2535-4454-6988-1084.813-1626-3346-5872-92117-1445.612-1525-3144-5469-88108-1376.814-1829-3949-648
29、3-98127-1578.822-2944-5876-102121-162189-25210.929-3564-76108-127176-206274-323說明:本表為理論計算值,在使用時可根據具體使用環境和使用情況進行調整。4.4操作方式4.4.1物料拿取無特殊原因,不允許徒手拿取螺釘,建議對小螺釘使用上磁的批頭/手批進行吸取;對大螺釘、螺母等戴手指套拿取;如果戴手套操作,應保證手套干凈、無殘破,保證手指汗液不污染螺釘。由于戴手套或手指套會帶來操作的不便,同時為保證螺釘緊固質量,提倡使用定位工裝輔助螺釘緊固的裝配。4.4.2電批轉速選擇對于公司常用的HIOS電批,由于其有“高速”和“低速”
30、兩檔,為減少對螺釘十字槽的破壞,一般使用“低速”檔,無特殊要求,嚴禁使用“高速”進行緊固。對于特別重要的螺紋連接,如果所需扭矩較大,則必須使用手批進行緊固。4.4.3工具使用方法使用工具緊固螺釘時,要采用正確的緊固方式,如下圖所示。圖10圖11說明螺釘與螺孔同軸,不允許螺釘歪斜放置在螺孔內即進行緊固裝配。安裝螺釘時,確認批頭與螺釘十字槽相符,左右無晃動感。緊固螺釘時,批頭與螺釘安裝面垂直,如圖(4)所示,如批頭傾斜,螺釘十字槽很容易損壞。在批頭/手批旋轉緊固同時,應將電批或手批壓緊螺釘,即給螺釘適當的軸向力,如圖所示。4.4.4成組螺釘的緊固方法安裝成組螺釘的原則是交叉、對稱、逐步地緊固。逐步
31、緊固是先將所有螺釘擰入三分之一(預裝在螺孔內),然后再緊固其余三分之二。 逐步緊固是為了減少被緊固件的變形、應力。特別對散熱元件、逐步緊固可使其底面充分與散熱器接觸,減少熱阻。緊固條形、方形和圓形工件上的螺釘順序見圖(5),如有定位銷釘,則先從定位銷釘附近開始。拆卸螺釘時,同樣必須按相反方向、依次將所有螺釘都松動一下,然后再完全擰下。螺母的緊固和拆卸方法和螺釘相同。圖124.5扭矩校準4.5.1校準范圍扭矩校準是指1、對電批和風批緊固扭矩進行校準。2、對有扭矩調節的手批進行調節。3、扭矩扳手的調節。4.5.2校準方法對于電批和風批扭矩的調整,由于電批風批自帶刻線非常粗糙,所以其扭矩用扭矩測試儀
32、進行調整和校正。公司目前主要使用的扭矩測試儀為HIOS-100扭矩測試儀,有兩個測試量程,0.15N.m10.0N.m和0.015N.m1.0N.m,對應有兩個測試彈簧,在扭矩校準時須注意選用正確量程。黑色彈簧量程為0.5N.m3.0N.m,黃色彈簧量程為0.150.6N.m。在校準時,注意首先使彈簧處于松弛狀態,然后再開動電批使彈簧壓緊,進行測量。由于測量的誤差,同一扭矩一般至少應進行3次測量。緊固螺釘不提倡使用手批,因為裝配效率低,而且普通手批無扭矩控制裝置,所以在非使用手批不可的場合(如特別重要的緊固部位,機柜內比較隱蔽的部位,操作空間很小的部位等),操作時需把握適當的力度,螺釘外觀不能
33、出現損壞,不能有滑絲、松動等現象。但在一些特殊場合,使用手批而且需要控制扭矩,則要使用扭矩可調手批(如裝配要求較高的部位,扭矩檢驗等)。目前公司扭矩可調手批主要有2兩種,一種螺旋調節式,一種指針調節式。螺旋調節式度量較準,使用方便簡單,推薦使用;指針調節式使用時注意指針壓盤調節合適,不要旋得太緊,以免增加額外阻力距,但太松指針會隨意轉動,指示失去含義,所以重要場合,建議不要使用。扭矩扳手可以通過調節扭矩把手內的彈簧松緊來控制扭矩值,扭矩的測定可以使用扭矩測試儀,但需要使用專用輔助工裝進行接口。目前使用HIOS-100扭矩測試儀測定3.5毫米用扭矩扳手的輔助工裝編號為:XG900087。4.5.
34、3校準周期建議電批,風批定工位使用。如果定工位使用,在力矩校準之后,建議使用緊定螺釘的方法做長久固定;沒有緊定裝置的電批,可以在調準后,使用劃線對齊的方式進行調準,但都必須每月使用扭矩測試儀校準一次。如果不能使用緊定螺釘緊定或者使用劃線對齊的方式進行調準,由于電批、風批在使用過程中會產生松動,所以使用時應每個班次進行一次扭矩校正(如單班制則進行一次,兩班制則進行2次);如果工具不能定工位使用,則對應于不同的工位,不同的螺釘,不同使用場合,在每次使用前都需要進行扭矩校正。扭矩扳手至少應1周校準一次。 每次校準都應該有記錄可查,記錄表可參考附表4.6要素檢驗 圖134.6.1螺釘外觀相應位置螺釘、
35、螺母形狀、外觀統一目視檢查螺紋緊固件無鍍層破壞、十字槽損壞、銹斑等缺陷。螺紋連接件無劃傷、開縫、斷裂等裝配缺陷。4.6.2配合長度關系如圖13,設L為螺釘與螺母(或工件)旋合長度,M為螺紋伸出量,d為螺釘直徑。則有以下關系旋合長度螺釘與螺孔的旋合長度L1.22.5d。當內螺紋為鋼、鑄鋁等可以采用較小值,對于鋁合金等可以采用較大值。如果螺紋連接既充當機械連接,又充當電氣連接,則螺紋副至少應旋合2個完整的全螺紋。以上要求如不能滿足,應向工藝人員提出質疑。不同材質的緊固件具體要求見下。4.6.2.1鋼及鋁合金緊固件(基體材料:鋼或黃銅)A.首選最佳螺紋嚙合長度B.最低標準最短螺紋嚙合長度等于螺紋直徑直徑彈墊未壓平旋合到螺紋孔最底端C.不可接受4.6.2.2黃銅緊固件(基體材料:鋼或鋁合金)A.首選最佳螺紋嚙合長度B.最低標準最短螺紋嚙合長度等于1.5倍螺紋直徑螺紋直徑 C.不可接受螺紋嚙合長度太短4.6.2.3非金屬緊固件(基體材料:金屬)A.首選最佳螺紋嚙合長度B.最低標準最短螺紋嚙合長度等于1.5倍螺紋直徑或3圈完整螺紋C.不可接受螺紋嚙合長度太短螺紋伸出量使用螺紋緊固件時,除非工程圖紙特別標明,否則至少應有1扣到1扣半螺紋伸出量,但當螺紋可能干擾到其他元件或線纜或者使用鎖緊裝置時,螺栓和螺釘可以
溫馨提示
- 1. 本站所有資源如無特殊說明,都需要本地電腦安裝OFFICE2007和PDF閱讀器。圖紙軟件為CAD,CAXA,PROE,UG,SolidWorks等.壓縮文件請下載最新的WinRAR軟件解壓。
- 2. 本站的文檔不包含任何第三方提供的附件圖紙等,如果需要附件,請聯系上傳者。文件的所有權益歸上傳用戶所有。
- 3. 本站RAR壓縮包中若帶圖紙,網頁內容里面會有圖紙預覽,若沒有圖紙預覽就沒有圖紙。
- 4. 未經權益所有人同意不得將文件中的內容挪作商業或盈利用途。
- 5. 人人文庫網僅提供信息存儲空間,僅對用戶上傳內容的表現方式做保護處理,對用戶上傳分享的文檔內容本身不做任何修改或編輯,并不能對任何下載內容負責。
- 6. 下載文件中如有侵權或不適當內容,請與我們聯系,我們立即糾正。
- 7. 本站不保證下載資源的準確性、安全性和完整性, 同時也不承擔用戶因使用這些下載資源對自己和他人造成任何形式的傷害或損失。
最新文檔
- 二零二五房地產稅務咨詢合同書
- 2025年中國人壽招聘筆試筆試參考題庫附帶答案詳解
- 4、讓我們做朋友吧 教學設計 - 2023-2024學年一年級上冊心理健康(北師大版)
- Unit 4 My school things Period 1(教學設計)-2024-2025學年join in外研劍橋英語(2024)三年級上冊
- DB41∕T 1774-2019 草莓設施栽培技術規程
- 汽車涂裝認識燕寒課件
- 汽車空調傳感器原理與檢測汽車空調系統維修課堂課件
- 《第二單元 體驗輸入技巧 第4課 走進鍵盤大家庭》教學設計-2024-2025學年泰山版信息技術四年級上冊
- 人為因素基本定律人為因素與航空法規課件
- 任務二材料檢測獨立完成考核不低于分課件
- 煙草證借用合同范本
- 燒燙傷培訓課件
- 3D打印在康復輔具中的應用-全面剖析
- 縣級安全生產大講堂課件
- 北京市門頭溝區2025屆高三一模考試生物試題(原卷版+解析版)
- 有限合伙制私募股權基金整體框架圖解及案例
- 2025年中小學教師資格考試題庫大全及答案
- 安徽省合肥市2024-2025學年高三下學期第二次教學質量檢測生物學試卷(含答案)
- 2025年中國詩詞大會知識競賽模擬題庫及答案(215題)
- 2025新修訂《代表法》五大亮點解讀
- 消防器材采購服務方案
評論
0/150
提交評論