



版權(quán)說明:本文檔由用戶提供并上傳,收益歸屬內(nèi)容提供方,若內(nèi)容存在侵權(quán),請(qǐng)進(jìn)行舉報(bào)或認(rèn)領(lǐng)
文檔簡(jiǎn)介
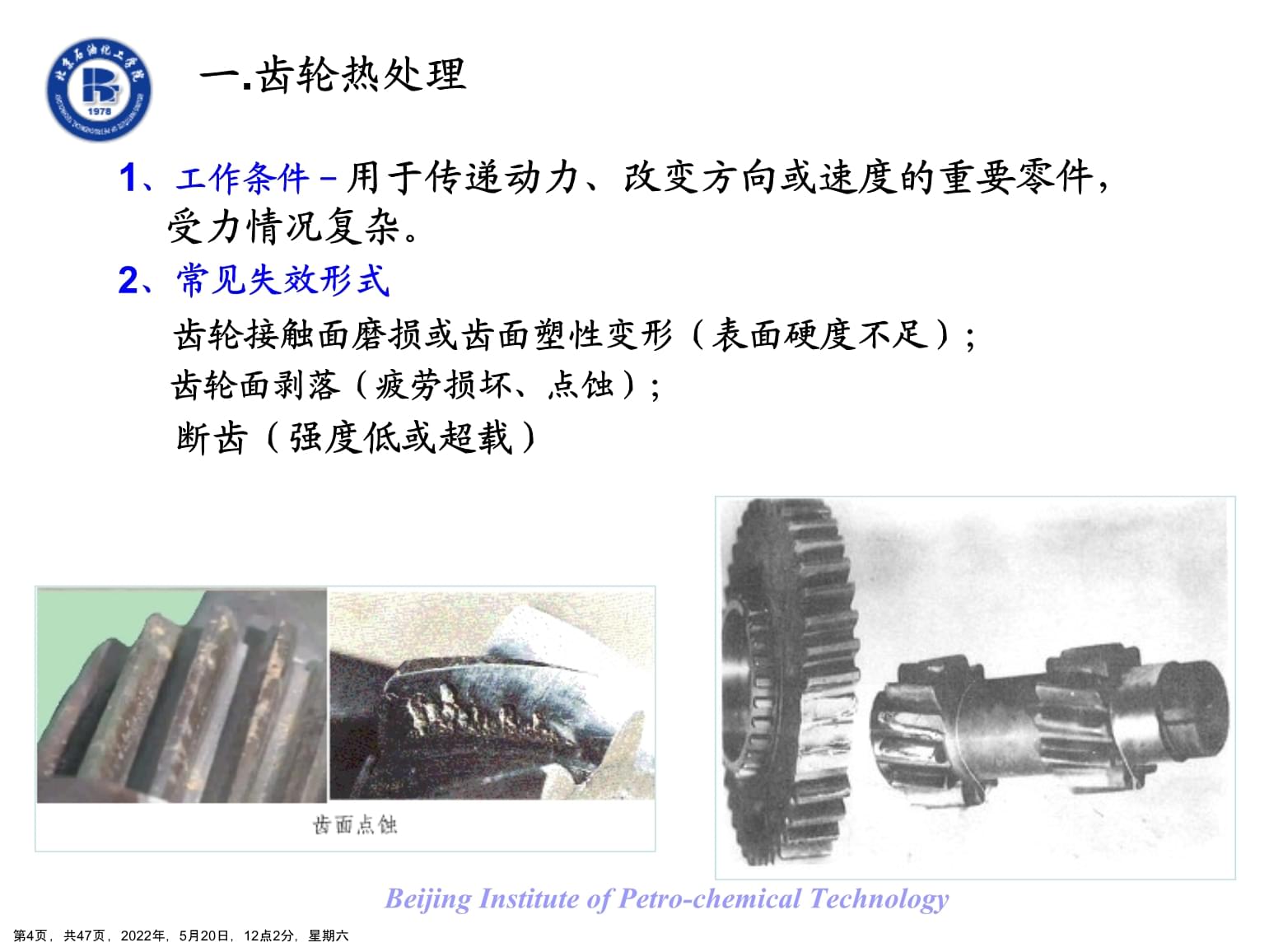
關(guān)于鋼的熱處理舉例第1頁,共47頁,2022年,5月20日,12點(diǎn)2分,星期六齒輪熱處理軸承熱處理彈簧熱處理工具熱處理軸的熱處理基本思路:工作條件(載荷,環(huán)境)失效形式性能要求材料熱處理工藝BeijingInstituteofPetro-chemicalTechnology第2頁,共47頁,2022年,5月20日,12點(diǎn)2分,星期六BeijingInstituteofPetro-chemicalTechnology第3頁,共47頁,2022年,5月20日,12點(diǎn)2分,星期六1、工作條件-用于傳遞動(dòng)力、改變方向或速度的重要零件,受力情況復(fù)雜。2、常見失效形式齒輪接觸面磨損或齒面塑性變形(表面硬度不足);齒輪面剝落(疲勞損壞、點(diǎn)蝕);斷齒(強(qiáng)度低或超載)一.齒輪熱處理BeijingInstituteofPetro-chemicalTechnology第4頁,共47頁,2022年,5月20日,12點(diǎn)2分,星期六一.齒輪熱處理3.齒輪的技術(shù)要求齒面高的硬度、接觸疲勞、耐磨損性能;齒輪根部及齒輪具有高的強(qiáng)度和韌性。4.齒輪用鋼低、中碳輕載齒輪:45,調(diào)質(zhì)或正火中載齒輪:45、40Cr,調(diào)質(zhì),耐磨部位表面淬火重載齒輪:20Cr、20CrMnTi,滲碳淬火高精度齒輪:38CrMoAlA,調(diào)質(zhì)滲氮BeijingInstituteofPetro-chemicalTechnology第5頁,共47頁,2022年,5月20日,12點(diǎn)2分,星期六1)滲碳齒輪
材料:20CrMnTi、20Cr、30CrMnTiA等
服役場(chǎng)合:高速重載(汽車齒輪)下料工藝:鍛造正火切削加工滲碳淬火低溫回火5.齒輪熱處理工藝精加工掌握各熱處理工序的目的,工藝,組織BeijingInstituteofPetro-chemicalTechnology第6頁,共47頁,2022年,5月20日,12點(diǎn)2分,星期六(1)正火細(xì)化晶粒;調(diào)整硬度,便于切削加工加熱至Ac3+30~50℃,空冷,
組織細(xì)珠光體+(少量鐵素體)(2)滲碳提高表面含碳量
920~930℃保溫3~9h(3)滲碳后淬火獲得馬氏體,提高表面硬度直接淬火或一次淬火
表面:高碳M+Ar+碳化物,過渡層:M+Ar,
心部:低碳M+F(少量)(4)回火
消除淬火應(yīng)力,低溫200℃,M→M回下料鍛造正火切削加工滲碳淬火低溫回火精加工BeijingInstituteofPetro-chemicalTechnology第7頁,共47頁,2022年,5月20日,12點(diǎn)2分,星期六BeijingInstituteofPetro-chemicalTechnology第8頁,共47頁,2022年,5月20日,12點(diǎn)2分,星期六20CrMnTi鋼制造齒輪的
熱處理工藝曲線BeijingInstituteofPetro-chemicalTechnology第9頁,共47頁,2022年,5月20日,12點(diǎn)2分,星期六加工工藝路線:下料鍛造粗加工半精加工精車加工及精磨5.齒輪熱處理工藝2)中載齒輪(中碳鋼)熱處理(表面淬火)適用于35~55,40Cr,35CrMn,35CrMo,42SiMn等材料齒輪。正火調(diào)質(zhì)表面淬火低溫回火B(yǎng)eijingInstituteofPetro-chemicalTechnology第10頁,共47頁,2022年,5月20日,12點(diǎn)2分,星期六(1)正火(或完全退火)細(xì)化晶粒,調(diào)整硬度加熱至Ac3+30~50℃,空冷,
細(xì)珠光體+(少量鐵素體)(2)調(diào)質(zhì)熱處理使心部具有良好強(qiáng)韌性加熱至Ac3+30~50℃后淬火+500~600℃高溫回火,
回火索氏體(3)表面感應(yīng)淬火(表面火焰淬火)
提高表面硬度表面加熱至Ac3+30~50℃,心部沒有加熱。淬火后表面獲得馬氏體+殘余奧氏體,
過渡層馬氏體+F+殘余奧氏體,心部回火索氏體(4)低溫回火消除淬火應(yīng)力,低溫200℃,M→M回
BeijingInstituteofPetro-chemicalTechnology第11頁,共47頁,2022年,5月20日,12點(diǎn)2分,星期六BeijingInstituteofPetro-chemicalTechnology第12頁,共47頁,2022年,5月20日,12點(diǎn)2分,星期六二、滾動(dòng)軸承熱處理滾珠軸承滾針軸承滾柱軸承1、工作條件高載荷,交變應(yīng)力高轉(zhuǎn)速,一定沖擊。BeijingInstituteofPetro-chemicalTechnology第13頁,共47頁,2022年,5月20日,12點(diǎn)2分,星期六
接觸疲勞破壞二、滾動(dòng)軸承熱處理2、失效形式BeijingInstituteofPetro-chemicalTechnology第14頁,共47頁,2022年,5月20日,12點(diǎn)2分,星期六塑性變形
BeijingInstituteofPetro-chemicalTechnology第15頁,共47頁,2022年,5月20日,12點(diǎn)2分,星期六磨損BeijingInstituteofPetro-chemicalTechnology第16頁,共47頁,2022年,5月20日,12點(diǎn)2分,星期六3、性能要求:(內(nèi)外圈和滾動(dòng)體)高的硬度和耐磨性;高的接觸疲勞強(qiáng)度;足夠的韌性和耐蝕性;尺寸穩(wěn)定性滾珠軸承滾針軸承滾柱軸承二、滾動(dòng)軸承熱處理BeijingInstituteofPetro-chemicalTechnology第17頁,共47頁,2022年,5月20日,12點(diǎn)2分,星期六4、軸承用鋼:二、滾動(dòng)軸承熱處理G
Cr15
含Cr量WCr
≈1.5%滾動(dòng)軸承鋼高碳,Wc=0.95~1.15%BeijingInstituteofPetro-chemicalTechnology第18頁,共47頁,2022年,5月20日,12點(diǎn)2分,星期六GCr15軸承鋼制造軸承的工藝路線鍛造機(jī)加工
球化退火淬火+冷處理(–60~–80℃;1h)低溫回火正火磨削加工穩(wěn)定化處理(120~150℃;5~10h)BeijingInstituteofPetro-chemicalTechnology第19頁,共47頁,2022年,5月20日,12點(diǎn)2分,星期六5、熱處理工藝①預(yù)備熱處理:正火:消除網(wǎng)狀碳化物,細(xì)化晶粒球化退火:降低硬度,提高韌性,為淬火組織準(zhǔn)備②淬火:獲得馬氏體組織
810~860℃(溫度偏高),讓Cr盡量溶入A,又不致于導(dǎo)致晶粒粗大,A含碳過高;油冷③冷處理:獲得馬氏體組織,減少Ar④低溫回火:消除殘余應(yīng)力,保持高硬度.二、滾動(dòng)軸承熱處理BeijingInstituteofPetro-chemicalTechnology第20頁,共47頁,2022年,5月20日,12點(diǎn)2分,星期六汽車板簧扭轉(zhuǎn)彈簧大型熱卷彈簧彈簧絲BeijingInstituteofPetro-chemicalTechnology第21頁,共47頁,2022年,5月20日,12點(diǎn)2分,星期六
三、彈簧熱處理1、工作條件儲(chǔ)存能量和減輕震動(dòng),主要承受拉力、壓力、扭力、交變載荷;2、失效形式:疲勞斷裂,永久變形3、性能要求:
高的強(qiáng)度極限、彈性極限、疲勞極限、成型加工性能(塑性成型、熱處理性能)4、常用材料
65、65Mn、60Si2Mn等中碳鋼及中碳合金鋼BeijingInstituteofPetro-chemicalTechnology第22頁,共47頁,2022年,5月20日,12點(diǎn)2分,星期六5、熱處理工藝(一)冷成形彈簧(小彈簧)由強(qiáng)化過的鋼絲(鉛淬冷拔、冷拔、淬火+回火的鋼絲)冷卷成彈簧,只需進(jìn)行去應(yīng)力退火(加熱溫度250~300℃),以消除變形過程中或淬火中形成的殘余應(yīng)力,穩(wěn)定尺寸。
(二)熱成形彈簧采用熱軋鋼絲或鋼板制成(如汽車板簧)淬火——提高強(qiáng)度,中溫回火——消除應(yīng)力,提高彈性極限。淬火溫度Ac3以上,回火溫度350~450℃,
組織:回火屈氏體大型熱卷彈簧——去應(yīng)力退火——淬火+中溫回火(或采用等溫淬火)或采用等溫淬火,得到貝氏體組織BeijingInstituteofPetro-chemicalTechnology第23頁,共47頁,2022年,5月20日,12點(diǎn)2分,星期六工具一般包括刃具、模具、量具常用鋼包括:碳素工具鋼、低合金工具鋼、高合金工具鋼(高速鋼等)四.工具熱處理模具量具刃具成分特點(diǎn):高碳BeijingInstituteofPetro-chemicalTechnology第24頁,共47頁,2022年,5月20日,12點(diǎn)2分,星期六4.1刃具熱處理
性能要求
高硬度(≥HRC60),主要取決于含碳量。高耐磨性,靠高硬度和析出細(xì)小均勻硬碳化物來達(dá)到。紅硬性即高溫下保持高硬度的能力
足夠的韌性以防止脆斷和崩刃。刃具用鋼碳素工具鋼:T7~T12(0.7~1.2%C)木工鑿手錘圓沖第25頁,共47頁,2022年,5月20日,12點(diǎn)2分,星期六T12鋼正常淬火組織球狀珠光體碳工鋼熱處理及組織熱處理:正火+球化退火+淬火+低溫回火球化退火目的:①降低硬度,便于加工;②為淬火作組織準(zhǔn)備。使用狀態(tài)下的組織:
M回+顆粒狀碳化物+AR(少量)
BeijingInstituteofPetro-chemicalTechnology第26頁,共47頁,2022年,5月20日,12點(diǎn)2分,星期六絲錐板牙刃具用鋼低合金工具鋼:CrWMn、9SiCr
熱處理及組織同碳素工具鋼,只是淬火介質(zhì)為油(碳工鋼為水)。板牙絲錐BeijingInstituteofPetro-chemicalTechnology第27頁,共47頁,2022年,5月20日,12點(diǎn)2分,星期六9SiCr鋼板牙熱處理工藝曲線板牙BeijingInstituteofPetro-chemicalTechnology第28頁,共47頁,2022年,5月20日,12點(diǎn)2分,星期六W18Cr4V的生產(chǎn)工藝及熱處理鑄造鍛造球化退火機(jī)加工淬火+三次高溫回火磨削加工刃具用鋼高合金刃具鋼:(高速鋼)W18Cr4V,W6Mo5Cr4V2BeijingInstituteofPetro-chemicalTechnology第29頁,共47頁,2022年,5月20日,12點(diǎn)2分,星期六
W18Cr4V鋼的鑄態(tài)組織W18Cr4V鑄態(tài)組織420
鑄造:高速鋼屬于萊氏體鋼,鑄態(tài)組織中含有大量呈魚骨狀分布的粗大共晶碳化物M6C,鋼的韌性大幅下降。BeijingInstituteofPetro-chemicalTechnology第30頁,共47頁,2022年,5月20日,12點(diǎn)2分,星期六鍛造:魚骨狀碳化物不能用熱處理(正火)來消除,
只能依靠反復(fù)多次鍛打來擊碎。W18Cr4V鍛造組織210BeijingInstituteofPetro-chemicalTechnology第31頁,共47頁,2022年,5月20日,12點(diǎn)2分,星期六球化退火:消除應(yīng)力,降低硬度,便于機(jī)加工,
調(diào)整組織,為淬火作好組織準(zhǔn)備。
球化退火后的組織:S+粒狀Cm球化退火溫度830~880℃易于機(jī)械加工。W18Cr4V球化退火組織420BeijingInstituteofPetro-chemicalTechnology第32頁,共47頁,2022年,5月20日,12點(diǎn)2分,星期六淬火:1200~1300℃
淬火后的組織:M+Cm+AR(20~25%)(溫度高)高速鋼淬火溫度高的原因:讓C和Me充分溶入A,淬火后得到高合金馬氏體高溫回火時(shí)產(chǎn)生二次硬化效應(yīng),提高硬度提高紅硬性BeijingInstituteofPetro-chemicalTechnology第33頁,共47頁,2022年,5月20日,12點(diǎn)2分,星期六三次高溫回火在560℃回火時(shí),產(chǎn)生二次硬化多次回火,獲得更多碳化物析出讓殘余奧氏體轉(zhuǎn)變。回火組織:
S回+碳化物+Ar(1~2%)*淬火后A殘約20~25%。*第一次回火后A殘約剩15~18%。*第二次回火后A殘約剩3~5%。*第三次回火后A殘約剩1~2%。組織硬度為HRC65以上。BeijingInstituteofPetro-chemicalTechnology第34頁,共47頁,2022年,5月20日,12點(diǎn)2分,星期六W18Cr4V鋼的熱處理過程示意圖進(jìn)展:現(xiàn)在對(duì)這種熱處理工藝還不滿意,對(duì)高速鋼淬火+回火后,再進(jìn)行TiN沉積BeijingInstituteofPetro-chemicalTechnology第35頁,共47頁,2022年,5月20日,12點(diǎn)2分,星期六4.2冷作模具熱處理
性能要求:高硬度(HRC50~60);高耐磨性、強(qiáng)度和韌性;熱處理變形小;汽車沖壓模具
應(yīng)用:冷沖模、冷鐓模、冷擠模、搓絲板等
冷作模具用鋼:碳素工具鋼:T7~T8低合金工具鋼:9SiCr、9Mn2V、CrWMn或GCr15高合金工具鋼:Cr12、Cr12MoV(C1.4%~2.3%、
Cr11%~12%)BeijingInstituteofPetro-chemicalTechnology第36頁,共47頁,2022年,5月20日,12點(diǎn)2分,星期六
Cr12型冷作模具鋼的熱處理(C1.4%~2.3%、Cr11%~12%)球化退火冷作模具鋼鑄態(tài)組織極不均勻,含有大量共晶碳化物,需反復(fù)鍛打后退火處理。球化退火溫度830~880℃,獲得細(xì)化碳化物+珠光體組織,易于機(jī)械加工。淬火+回火
一次硬化法:較低溫度淬火(980℃)+低溫回火回火組織為M回+碳化物+Ar
二次硬化法:較高溫度淬火(1050℃)+2~3次高溫回火回火組織為S回+碳化物+Ar(少量)BeijingInstituteofPetro-chemicalTechnology第37頁,共47頁,2022年,5月20日,12點(diǎn)2分,星期六4.3熱作模具熱處理
性能要求:
應(yīng)用:
熱作模具用鋼:使熱金屬或液態(tài)金屬成型的模具,包括熱鍛模、熱擠壓模和壓鑄模等。高的熱硬性、高溫耐磨性;高的熱強(qiáng)性和足夠高的韌性;高的熱疲勞抗力和導(dǎo)熱性;中碳0.3~0.6%;熱變形模具鋼,5CrNiMo、5CrMnMo壓鑄模具,3Cr2W8VBeijingInstituteofPetro-chemicalTechnology第38頁,共47頁,2022年,5月20日,12點(diǎn)2分,星期六5CrMnMo熱處理:
熱處理工藝:
完全退火→淬火→
550℃回火
曲軸模具熱處理后的組織:S回BeijingInstituteofPetro-chemicalTechnology第39頁,共47頁,2022年,5月20日,12點(diǎn)2分,星期六3Cr2W8V鋼熱處理:
熱處理工藝:淬火+550℃三次回火回火時(shí)二次硬化現(xiàn)象HRC47汽車四缸壓鑄模BeijingInstituteofPetro-chemicalTechnology第40頁,共47頁,2022年,5月20日,12點(diǎn)2分,星期六4.4量具熱處理
性能要求:
量具用鋼:高的硬度(HRC62)和耐磨性,熱處理變形小、尺寸穩(wěn)定,保證尺寸精度。卡尺量規(guī)千分尺碳素工具鋼:T8~T12低合金工具鋼:淬透性高,用于精度要求較高的量具。
CrWMn、4Cr13、GCr15、9SiCrBeijingInstituteofPetro-chemicalTechnology第41頁,共47頁,2022年,5月20日,12點(diǎn)2分,星期六千分尺卡尺特點(diǎn)⑴預(yù)備熱處理組織為球化退火或調(diào)質(zhì)處理組織。⑵下限溫度淬火及冷處理,目的是減少A’。⑶長時(shí)間低溫時(shí)效,以消除內(nèi)應(yīng)力,降低馬氏體的正方度。淬火
溫馨提示
- 1. 本站所有資源如無特殊說明,都需要本地電腦安裝OFFICE2007和PDF閱讀器。圖紙軟件為CAD,CAXA,PROE,UG,SolidWorks等.壓縮文件請(qǐng)下載最新的WinRAR軟件解壓。
- 2. 本站的文檔不包含任何第三方提供的附件圖紙等,如果需要附件,請(qǐng)聯(lián)系上傳者。文件的所有權(quán)益歸上傳用戶所有。
- 3. 本站RAR壓縮包中若帶圖紙,網(wǎng)頁內(nèi)容里面會(huì)有圖紙預(yù)覽,若沒有圖紙預(yù)覽就沒有圖紙。
- 4. 未經(jīng)權(quán)益所有人同意不得將文件中的內(nèi)容挪作商業(yè)或盈利用途。
- 5. 人人文庫網(wǎng)僅提供信息存儲(chǔ)空間,僅對(duì)用戶上傳內(nèi)容的表現(xiàn)方式做保護(hù)處理,對(duì)用戶上傳分享的文檔內(nèi)容本身不做任何修改或編輯,并不能對(duì)任何下載內(nèi)容負(fù)責(zé)。
- 6. 下載文件中如有侵權(quán)或不適當(dāng)內(nèi)容,請(qǐng)與我們聯(lián)系,我們立即糾正。
- 7. 本站不保證下載資源的準(zhǔn)確性、安全性和完整性, 同時(shí)也不承擔(dān)用戶因使用這些下載資源對(duì)自己和他人造成任何形式的傷害或損失。
最新文檔
- 個(gè)人買賣轉(zhuǎn)讓合同標(biāo)準(zhǔn)文本
- 中交一公局采購合同樣本
- 修改供用電合同樣本
- 土石方工程安全責(zé)任書
- 代建房屋租賃合同標(biāo)準(zhǔn)文本
- 2025二手車買賣合同
- 北師大版數(shù)學(xué)三年級(jí)上冊(cè)《螞蟻?zhàn)霾佟方虒W(xué)設(shè)計(jì)
- 部編三下數(shù)學(xué)-第2課時(shí)《常用的面積單位》教案
- 企業(yè)自如合作合同樣本
- 北師大版小學(xué)數(shù)學(xué)六年級(jí)上冊(cè)《比的應(yīng)用》教案教學(xué)設(shè)計(jì)
- 創(chuàng)造性思維與創(chuàng)新方法Triz版知到章節(jié)答案智慧樹2023年大連理工大學(xué)
- 英語四級(jí)仔細(xì)閱讀練習(xí)與答案解析
- 《產(chǎn)業(yè)基礎(chǔ)創(chuàng)新發(fā)展目錄(2021年版)》(8.5發(fā)布)
- 排水溝土方開挖施工方案
- CAD教程CAD基礎(chǔ)教程自學(xué)入門教程課件
- 技術(shù)合同認(rèn)定登記培訓(xùn)課件
- 停水停電時(shí)的應(yīng)急預(yù)案及處理流程
- 電商部運(yùn)營助理月度績(jī)效考核表
- DB61∕T 1230-2019 人民防空工程防護(hù)設(shè)備安裝技術(shù)規(guī)程 第1部分:人防門
- 第12課送你一個(gè)書簽
- 教學(xué)課件:《特種加工(第6版)
評(píng)論
0/150
提交評(píng)論