



版權(quán)說明:本文檔由用戶提供并上傳,收益歸屬內(nèi)容提供方,若內(nèi)容存在侵權(quán),請(qǐng)進(jìn)行舉報(bào)或認(rèn)領(lǐng)
文檔簡介
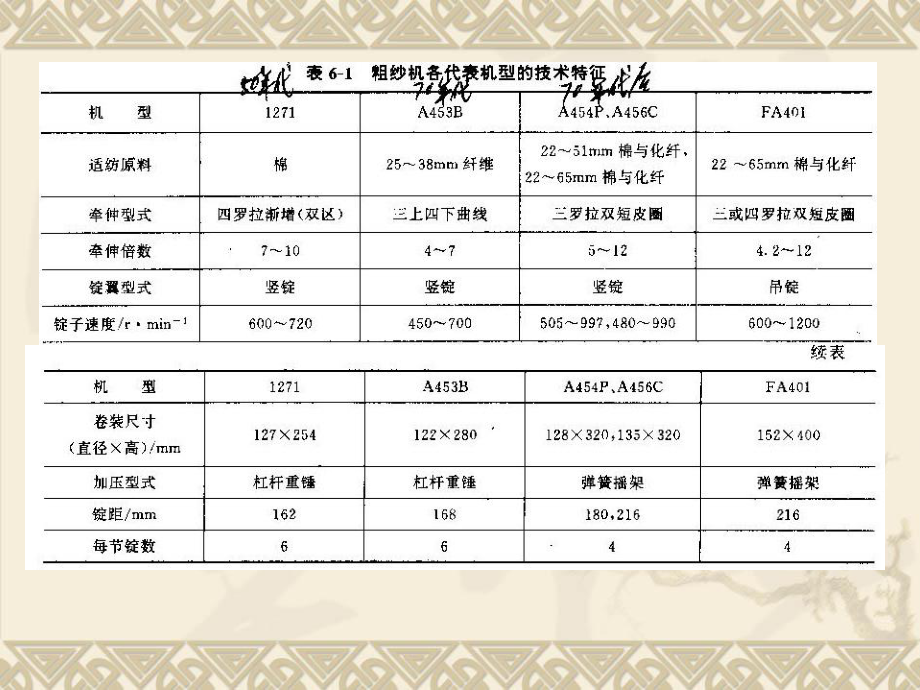
1、項(xiàng)目七項(xiàng)目七 粗紗粗紗第一部分第一部分 概述概述v一、粗紗工序的任務(wù)v1、牽伸v2、加捻v3、卷繞與成形v二、粗紗機(jī)的發(fā)展v三、粗紗機(jī)的工藝流程懸錠粗紗機(jī)的開發(fā)應(yīng)用,從原來的FA401型過渡到FA458、FA423、FA415型粗紗機(jī),車速達(dá)到1000轉(zhuǎn)/分全自動(dòng)控制型粗紗機(jī):FA491、HY491、HY492型,取消了成形機(jī)構(gòu)。變速機(jī)構(gòu)、擺動(dòng)裝置、差動(dòng)裝置,車速達(dá)到1500轉(zhuǎn)/分A454、A456粗紗機(jī)粗紗機(jī)粗紗機(jī)工藝過程圖粗紗機(jī)工藝過程圖FA413型粗紗機(jī)一、喂入機(jī)構(gòu)及其作用組成:分條器、導(dǎo)條輥、導(dǎo)條喇叭及其橫動(dòng)裝置第二部分第二部分 粗紗機(jī)的喂入牽伸機(jī)構(gòu)粗紗機(jī)的喂入牽伸機(jī)構(gòu)二、牽伸機(jī)構(gòu)1、
2、牽伸機(jī)構(gòu)的組成及作用組成:牽伸裝置、加壓裝置、清潔裝置作用:牽伸2、牽伸裝置雙短皮圈和長短皮圈以及有無集束區(qū)的不同形式組合。3、加壓裝置4、清潔裝置三、工藝配置1.粗紗定量:一般在26g/10m,紡低特紗時(shí),在22.5g/10m2.牽伸倍數(shù)及其分配粗紗機(jī)的牽伸倍數(shù)根據(jù)細(xì)紗線密度、細(xì)紗機(jī)的牽伸能力、熟條及粗紗定量、粗紗機(jī)的牽伸型式而定。雙皮圈牽伸型式不宜紡定量過重的粗紗,因定量過重,會(huì)產(chǎn)生皮圈間須條分裂或分層現(xiàn)象。一般58倍牽伸,后區(qū)E的分配應(yīng)根據(jù)熟條中纖維排列、纖維長度、細(xì)度情況盡可能避免臨界E。3.羅拉握持距應(yīng)根據(jù)纖維品質(zhì)長度而確定,并參照纖維的整齊度和牽伸區(qū)中牽伸力的大小綜合考慮,以不使纖
3、維斷裂或須條牽伸不開為原則。主牽伸區(qū):皮圈架長度(1517)mm浮游區(qū)長度后牽伸區(qū):纖維品質(zhì)長度(1215)mm浮游區(qū)長度皮圈架長度:是指皮圈工作狀態(tài)下,皮圈夾持須條的長度,即上銷前緣至小鐵棍中心線間的距離,由所紡纖維品種而定。浮游區(qū)長度:指皮圈鉗口到前羅拉鉗口間的距離,為計(jì)算方便,常以皮圈銷前緣到前羅拉中心線的距離表示。4.鉗口加壓在滿足握持力大于牽伸力的前提下,主要根據(jù)牽伸型式、羅拉速度、羅拉握持距及牽伸倍數(shù)、須條定量而定。5.皮圈原始鉗口和上銷彈簧起始?jí)毫υ笺Q口:是指上、下銷彈性鉗口的最小距離,其大小依據(jù)粗紗定量以不同規(guī)格的隔距塊來確定。上銷彈簧的起始?jí)毫Γ菏侵干箱N處于原始鉗口時(shí)的片簧
4、壓力。以700900cN/雙錠為宜。起始?jí)毫^大,形成死鉗口,上銷不能起彈性擺動(dòng)的調(diào)節(jié)作用;起始?jí)毫^小,上銷擺動(dòng)頻繁甚至“張口”,起不到彈性鉗口的控制作用。6.集合器口徑集合器要求前區(qū)口徑與輸出定量相適應(yīng),中區(qū)口徑與喂入定量相適應(yīng)。第三部分第三部分 粗紗的加捻粗紗的加捻一、加捻機(jī)構(gòu)及其作用一、加捻機(jī)構(gòu)及其作用(一)加捻機(jī)構(gòu)的目的(一)加捻機(jī)構(gòu)的目的 1.加加 捻捻 的的 概概 念念 凡是在紡紗過程中,使紗條凡是在紡紗過程中,使紗條( (須條、紗、線、絲須條、紗、線、絲) )繞其軸線扭轉(zhuǎn)、搓動(dòng)、纏繞、交結(jié),使其獲得捻回、繞其軸線扭轉(zhuǎn)、搓動(dòng)、纏繞、交結(jié),使其獲得捻回、包纏、交纏、網(wǎng)絡(luò)等都稱為加捻
5、。包纏、交纏、網(wǎng)絡(luò)等都稱為加捻。2、加捻的目的 加捻是紡紗工程中最重要的一環(huán)。其主要目的是將纖維條或長絲束捻合成具有一定物理機(jī)械性質(zhì)和不同結(jié)構(gòu)形態(tài)的單紗或股線。具體來講,加捻的目的在于:使紗條獲得一定的機(jī)械性質(zhì);使紗條獲得一定的結(jié)構(gòu)形態(tài);幫助紡紗過程的順利進(jìn)行。3、粗紗加捻的目的:使粗紗緊密, 有一定強(qiáng)度;且利于細(xì)紗機(jī) 牽伸過程中控制纖維運(yùn)動(dòng)。(二)加捻卷繞機(jī)構(gòu)的組成和作用1.托錠式加捻卷繞機(jī)構(gòu)2.懸錠式加捻卷繞機(jī)構(gòu)3.封閉式加捻卷繞機(jī)構(gòu)托錠式加捻卷繞機(jī)構(gòu)托錠式加捻卷繞機(jī)構(gòu)懸錠式加捻卷繞機(jī)構(gòu)懸錠式加捻卷繞機(jī)構(gòu)封閉式加捻卷繞機(jī)構(gòu)封閉式加捻卷繞機(jī)構(gòu)二、加捻的實(shí)質(zhì)和量度v(一)加捻實(shí)質(zhì)(一)加捻實(shí)質(zhì)
6、v1.粗紗加捻的基本條件粗紗加捻的基本條件v(1)真捻的獲得和形成過程)真捻的獲得和形成過程v獲得真捻的方法:獲得真捻的方法:v當(dāng)須條一端被握持,另一端繞本身軸線自轉(zhuǎn)當(dāng)須條一端被握持,另一端繞本身軸線自轉(zhuǎn)時(shí),須條的外層纖維便產(chǎn)生傾斜的螺旋線捻時(shí),須條的外層纖維便產(chǎn)生傾斜的螺旋線捻回,這是回,這是形成真捻的基本條件形成真捻的基本條件。v紗條上真捻的獲得一般有三種情況紗條上真捻的獲得一般有三種情況:2、加捻的實(shí)質(zhì)和意義v捻回角:加捻后纖維螺旋線AB和紗條軸線的傾斜角。v當(dāng)紗條兩端受到張力時(shí),由于纖維的包圍角的當(dāng)紗條兩端受到張力時(shí),由于纖維的包圍角的存在,使纖維對(duì)紗條產(chǎn)生向心擠壓力,包圍角越存在,使
7、纖維對(duì)紗條產(chǎn)生向心擠壓力,包圍角越大,向心擠壓力越大。由于存在這個(gè)擠壓力,使大,向心擠壓力越大。由于存在這個(gè)擠壓力,使外層纖維向內(nèi)層擠壓,改變了紗條的結(jié)構(gòu),外層纖維向內(nèi)層擠壓,改變了紗條的結(jié)構(gòu),增加增加了纖維間的摩擦力,從而增加紗條的緊密度和強(qiáng)了纖維間的摩擦力,從而增加紗條的緊密度和強(qiáng)力,并改變了紗條的物理機(jī)械性質(zhì)。力,并改變了紗條的物理機(jī)械性質(zhì)。加捻后引起加捻后引起紗條結(jié)構(gòu)及其物理機(jī)械性質(zhì)的改變,這就是加捻紗條結(jié)構(gòu)及其物理機(jī)械性質(zhì)的改變,這就是加捻的的實(shí)質(zhì)實(shí)質(zhì)。 (二)加捻的量度和捻向 1.捻向紗條受到加捻作用后,其外層纖維會(huì)產(chǎn)生傾斜的螺紗條受到加捻作用后,其外層纖維會(huì)產(chǎn)生傾斜的螺旋線捻回,
8、螺旋線的傾斜方向稱為捻向。分為旋線捻回,螺旋線的傾斜方向稱為捻向。分為S(左)捻和(左)捻和Z(右)捻。(右)捻。 單紗大多為單紗大多為Z捻。當(dāng)為股線時(shí),將單紗捻向?qū)懺谀怼.?dāng)為股線時(shí),將單紗捻向?qū)懺谇懊妫删€捻向?qū)懺诤竺妫缜懊妫删€捻向?qū)懺诤竺妫鏩S,SZ,ZZ。當(dāng)有。當(dāng)有第三次加捻時(shí),第一個(gè)字母表示單紗捻向,第二個(gè)第三次加捻時(shí),第一個(gè)字母表示單紗捻向,第二個(gè)字母表示初捻線捻向,第三個(gè)字母表示復(fù)捻線捻向,字母表示初捻線捻向,第三個(gè)字母表示復(fù)捻線捻向,如如ZSZ,SZS。2.加捻的量度根據(jù)以上分析,捻回角的大小能夠代表加捻程度的大小,它對(duì)成紗的結(jié)構(gòu)形態(tài)和物理機(jī)械性質(zhì)起著重要的作用。實(shí)際生產(chǎn)中
9、,因?yàn)槟砘亟请y以測(cè)量,所以并不直接采用捻回角表示加捻程度的大小,而是采用捻度、捻系數(shù)、捻幅三個(gè)指標(biāo)。(1)捻度:)捻度:單位長度內(nèi)的捻回?cái)?shù)。Tex制(制(“號(hào)數(shù)制號(hào)數(shù)制”)捻度)捻度Tt:10cm長度的捻回?cái)?shù)。長度的捻回?cái)?shù)。公制捻度公制捻度Tm:1m長度的捻回?cái)?shù)。長度的捻回?cái)?shù)。英制捻度英制捻度Te:1英寸英寸長度的捻回?cái)?shù)。長度的捻回?cái)?shù)。換算:換算: Tt=3.937Te Te=0.254Tt=0.0254Tm Tm=39.37T捻度可衡量同特紗條的加捻程度,但捻度不能衡量不同特?cái)?shù)捻度可衡量同特紗條的加捻程度,但捻度不能衡量不同特?cái)?shù)或不同直徑紗條的加捻程度。或不同直徑紗條的加捻程度。計(jì)算捻度與實(shí)
10、測(cè)捻度v實(shí)測(cè)捻度實(shí)測(cè)捻度:即:即“實(shí)際捻度實(shí)際捻度”v計(jì)算捻度計(jì)算捻度T=n/v (捻(捻/m)v捻度的局限性:捻度的局限性:(2)捻系數(shù):)捻系數(shù):纖維對(duì)紗條軸線的傾角可表示不同特?cái)?shù)或不同直徑紗條的加捻程度。但不易測(cè)量,故實(shí)際上應(yīng)用中采用捻系數(shù)t這個(gè)指標(biāo)。經(jīng)推導(dǎo),可得 t只隨tg的增減而增減,因此用t度量紗條加捻程度和用角有同等的物理意義 。t稱為捻系數(shù) 。t7tN1210tgT210tg7ttttN1T 捻度與捻系數(shù)的關(guān)系捻度與捻系數(shù)的關(guān)系(三)粗紗捻系數(shù)的選擇(三)粗紗捻系數(shù)的選擇v1、原棉品質(zhì):、原棉品質(zhì):當(dāng)纖維長、線密度小、整齊度好時(shí),因纖維間的抱合力當(dāng)纖維長、線密度小、整齊度好時(shí),
11、因纖維間的抱合力大,選用的捻系數(shù)宜小,反之宜大。大,選用的捻系數(shù)宜小,反之宜大。 v2、粗紗定量:、粗紗定量:當(dāng)粗紗定量重,因其截面內(nèi)的纖維根數(shù)多當(dāng)粗紗定量重,因其截面內(nèi)的纖維根數(shù)多,捻系數(shù)宜小捻系數(shù)宜小,反反之宜大。之宜大。 v3、細(xì)紗機(jī)牽伸型式:、細(xì)紗機(jī)牽伸型式:當(dāng)細(xì)紗機(jī)加壓較重、握持力較大時(shí),粗紗捻系數(shù)當(dāng)細(xì)紗機(jī)加壓較重、握持力較大時(shí),粗紗捻系數(shù)宜偏大掌握。宜偏大掌握。 v4、細(xì)紗用途:、細(xì)紗用途:精梳紗所用粗紗因纖維整齊度好,捻系數(shù)宜小。針織用精梳紗所用粗紗因纖維整齊度好,捻系數(shù)宜小。針織用粗紗,因細(xì)紗條干要求高,為加強(qiáng)細(xì)紗機(jī)后區(qū)的摩擦力界,捻系數(shù)宜偏粗紗,因細(xì)紗條干要求高,為加強(qiáng)細(xì)紗機(jī)
12、后區(qū)的摩擦力界,捻系數(shù)宜偏大。大。 v5、車間溫濕度:、車間溫濕度:車間溫度高,纖維表面棉蠟融化,摩擦系數(shù)小,捻系車間溫度高,纖維表面棉蠟融化,摩擦系數(shù)小,捻系數(shù)應(yīng)大;車間濕度大,纖維間摩擦系數(shù)大,捻系數(shù)應(yīng)小。黃梅季節(jié),為數(shù)應(yīng)大;車間濕度大,纖維間摩擦系數(shù)大,捻系數(shù)應(yīng)小。黃梅季節(jié),為防止機(jī)前紗條松垂下墜,捻系數(shù)應(yīng)大。防止機(jī)前紗條松垂下墜,捻系數(shù)應(yīng)大。v6、加工化纖時(shí):化纖長度長、整齊度好、卷曲數(shù)多,粗紗加捻后纖維、加工化纖時(shí):化纖長度長、整齊度好、卷曲數(shù)多,粗紗加捻后纖維間的摩擦力大。為了不使細(xì)紗牽伸時(shí)牽伸力過大,粗紗的捻系數(shù)應(yīng)較紡間的摩擦力大。為了不使細(xì)紗牽伸時(shí)牽伸力過大,粗紗的捻系數(shù)應(yīng)較紡
13、純棉為小。棉型化纖純紡或與棉混紡純棉為小。棉型化纖純紡或與棉混紡,粗紗捻系數(shù)約為純棉紡的粗紗捻系數(shù)約為純棉紡的5070,中長化纖混紡時(shí)約為純棉紡的,中長化纖混紡時(shí)約為純棉紡的4060,具體應(yīng)視化纖原料的,具體應(yīng)視化纖原料的類別及粗紗定量的輕重而定。類別及粗紗定量的輕重而定。 三、粗紗機(jī)上的假捻及其應(yīng)用三、粗紗機(jī)上的假捻及其應(yīng)用(一)捻回傳遞(一)捻回傳遞在加捻過程中,靠近加捻點(diǎn)的紗條獲得的捻回?cái)?shù)較多,在加捻過程中,靠近加捻點(diǎn)的紗條獲得的捻回?cái)?shù)較多,遠(yuǎn)離加捻點(diǎn)的紗段捻回?cái)?shù)較少。這說明遠(yuǎn)離加捻點(diǎn)的紗段捻回?cái)?shù)較少。這說明捻回是由加捻捻回是由加捻點(diǎn)向握持點(diǎn)點(diǎn)向握持點(diǎn)(紗條喂入點(diǎn)紗條喂入點(diǎn))傳遞的。傳遞
14、的。捻回的傳遞方向總是與紗條的運(yùn)動(dòng)方向相反,且總是捻回的傳遞方向總是與紗條的運(yùn)動(dòng)方向相反,且總是由紗條的加捻點(diǎn)傳向紗條的喂入點(diǎn)。由紗條的加捻點(diǎn)傳向紗條的喂入點(diǎn)。(二)捻陷二)捻陷如圖:在須條的喂入點(diǎn)如圖:在須條的喂入點(diǎn)A與加捻點(diǎn)與加捻點(diǎn)C之間有一機(jī)件之間有一機(jī)件B與與紗條接觸,由于紗條接觸,由于B對(duì)紗條有摩擦阻力,在一定程度上對(duì)紗條有摩擦阻力,在一定程度上阻止了捻回自阻止了捻回自C向向A的正常傳遞,結(jié)果使的正常傳遞,結(jié)果使T1T2,B點(diǎn)的點(diǎn)的阻力越大,阻力越大,AB段的捻回越少,這種現(xiàn)象稱為段的捻回越少,這種現(xiàn)象稱為捻陷捻陷,B為為捻陷點(diǎn)捻陷點(diǎn)。:為捻陷程度:為捻陷程度 (T2-T1) / T
15、2: 為捻回傳遞效率為捻回傳遞效率 =T1 / T2=1- 越大,阻止捻回的傳遞越嚴(yán)重,越大,阻止捻回的傳遞越嚴(yán)重, 越大,對(duì)捻回的越大,對(duì)捻回的傳遞越有利。傳遞越有利。由于由于B對(duì)紗條有摩擦阻力,在一定程度上阻止了捻對(duì)紗條有摩擦阻力,在一定程度上阻止了捻回自回自C向向A的正常傳遞,摩擦點(diǎn)的正常傳遞,摩擦點(diǎn)B兩側(cè)紗段捻度可以兩側(cè)紗段捻度可以根據(jù)穩(wěn)定捻度定理求得,即根據(jù)穩(wěn)定捻度定理求得,即AB段段BC段段式中式中為捻回傳遞效率,因?yàn)槟砘貍鬟f效率,因1,所以,所以T1T2,即即AB段捻度減小這種由于摩擦機(jī)件作用而使紗條某片段段捻度減小這種由于摩擦機(jī)件作用而使紗條某片段捻度減小的現(xiàn)象稱為捻陷。捻度減
16、小的現(xiàn)象稱為捻陷。A為喂入點(diǎn),為喂入點(diǎn),B為捻陷點(diǎn),為捻陷點(diǎn),C為加捻點(diǎn)。為加捻點(diǎn)。, 0121VTVTnVnT 2結(jié)論:結(jié)論:捻陷捻陷使進(jìn)入捻陷點(diǎn)之前一段紗條上的捻度減少,使進(jìn)入捻陷點(diǎn)之前一段紗條上的捻度減少,但對(duì)輸出的成紗最終捻度無影響。但對(duì)輸出的成紗最終捻度無影響。B為捻陷點(diǎn),為捻陷點(diǎn),C為加捻點(diǎn)為加捻點(diǎn)AB段為紡紗段(弱段為紡紗段(弱捻段)捻段)導(dǎo)紗角:前羅拉鉗導(dǎo)紗角:前羅拉鉗口至錠翼頂孔連線口至錠翼頂孔連線與水平線的夾角。與水平線的夾角。一、一、假捻的形成過程假捻的形成過程(一)靜態(tài)假捻過程(一)靜態(tài)假捻過程 假捻原理:假捻原理:紗條紗條A、C兩端被握持,在紗條中間兩端被握持,在紗條
17、中間B點(diǎn)加捻,加捻點(diǎn)加捻,加捻點(diǎn)兩側(cè)的紗條上獲得數(shù)量相等、方向相反的捻回。點(diǎn)兩側(cè)的紗條上獲得數(shù)量相等、方向相反的捻回。當(dāng)加捻點(diǎn)被除去,在當(dāng)加捻點(diǎn)被除去,在A、C兩端軸向張力的作用下,兩端軸向張力的作用下,方向相反的捻回相互抵消,紗條上的捻回消失。這方向相反的捻回相互抵消,紗條上的捻回消失。這種暫時(shí)存在的捻回稱為種暫時(shí)存在的捻回稱為假捻。假捻。(二)紗條沿軸向運(yùn)動(dòng)時(shí)的假捻過程(二)紗條沿軸向運(yùn)動(dòng)時(shí)的假捻過程生產(chǎn)上運(yùn)用假捻,是在運(yùn)動(dòng)的紗條上選取一點(diǎn)作為生產(chǎn)上運(yùn)用假捻,是在運(yùn)動(dòng)的紗條上選取一點(diǎn)作為加捻點(diǎn)。加捻點(diǎn)。1. 兩個(gè)加捻區(qū)時(shí),根據(jù)穩(wěn)定捻度定理:兩個(gè)加捻區(qū)時(shí),根據(jù)穩(wěn)定捻度定理:輸入段即輸入段即A
18、B段:段:n-T1V0, 輸出段即輸出段即BC段:段:-n+T1V=T2V, T2=02.多個(gè)加捻區(qū)時(shí)多個(gè)加捻區(qū)時(shí)可用穩(wěn)定捻度定理求得各段紗條的捻度為:可用穩(wěn)定捻度定理求得各段紗條的捻度為:AB段段BC段段CD段段0VTn1b0VTVTnn21bc0VTnVT3c2VnTc1VnTc20T3假捻效應(yīng):假捻效應(yīng):在運(yùn)動(dòng)的紗條上設(shè)加捻點(diǎn),使輸入端有捻在運(yùn)動(dòng)的紗條上設(shè)加捻點(diǎn),使輸入端有捻,(在穩(wěn)定狀態(tài)下,假捻器的紗條喂入段存在穩(wěn)定捻度,(在穩(wěn)定狀態(tài)下,假捻器的紗條喂入段存在穩(wěn)定捻度,其值等于該假捻器在單位時(shí)間內(nèi)加給該紗段紗條的捻回其值等于該假捻器在單位時(shí)間內(nèi)加給該紗段紗條的捻回?cái)?shù)與紗條運(yùn)動(dòng)速度之比)
19、,數(shù)與紗條運(yùn)動(dòng)速度之比),而輸出端無捻,而輸出端無捻,這種現(xiàn)象稱這種現(xiàn)象稱為為假捻效應(yīng)假捻效應(yīng)。輸入端的捻回稱為假捻,產(chǎn)生假捻的機(jī)構(gòu)稱為輸入端的捻回稱為假捻,產(chǎn)生假捻的機(jī)構(gòu)稱為假捻器假捻器。.當(dāng)紗條作軸向運(yùn)動(dòng)時(shí),各加捻區(qū)紗條的穩(wěn)定捻度和捻根當(dāng)紗條作軸向運(yùn)動(dòng)時(shí),各加捻區(qū)紗條的穩(wěn)定捻度和捻根據(jù)以上推導(dǎo),可以得出下列有關(guān)假捻的結(jié)論據(jù)以上推導(dǎo),可以得出下列有關(guān)假捻的結(jié)論:1、捻向取決于該加捻區(qū)出口處加捻器的轉(zhuǎn)速和轉(zhuǎn)向,、捻向取決于該加捻區(qū)出口處加捻器的轉(zhuǎn)速和轉(zhuǎn)向,而與其它加捻器無關(guān)。而與其它加捻器無關(guān)。2、在兩個(gè)握持點(diǎn)之間無論有多少加捻器和它們的轉(zhuǎn)向、在兩個(gè)握持點(diǎn)之間無論有多少加捻器和它們的轉(zhuǎn)向如何,
20、最后一個(gè)加捻區(qū)的紗條穩(wěn)定捻度都為零。如何,最后一個(gè)加捻區(qū)的紗條穩(wěn)定捻度都為零。二、假捻效應(yīng)二、假捻效應(yīng)如前所述,通常稱這個(gè)穩(wěn)定捻度之為假捻器給紗條喂如前所述,通常稱這個(gè)穩(wěn)定捻度之為假捻器給紗條喂入端的假捻效應(yīng)。入端的假捻效應(yīng)。如下圖所示:如下圖所示:A為前羅拉鉗口,是紗條的喂入點(diǎn),紗條以速度為前羅拉鉗口,是紗條的喂入點(diǎn),紗條以速度V自自A向向E運(yùn)動(dòng),錠翼頂孔邊緣運(yùn)動(dòng),錠翼頂孔邊緣B為捻陷點(diǎn),又是假捻點(diǎn),為捻陷點(diǎn),又是假捻點(diǎn),D為空心臂下端至壓掌的轉(zhuǎn)折處,為空心臂下端至壓掌的轉(zhuǎn)折處,E為壓掌上紗條的為壓掌上紗條的繞扣,繞扣,F(xiàn)為管紗卷繞點(diǎn),為管紗卷繞點(diǎn),C、D、E均為阻捻點(diǎn)。均為阻捻點(diǎn)。粗紗機(jī)加
21、捻的應(yīng)用v1 1、使紡紗段捻度增加,強(qiáng)力增加,減少意外伸長、使紡紗段捻度增加,強(qiáng)力增加,減少意外伸長、斷頭等現(xiàn)象。斷頭等現(xiàn)象。v2 2、正確使用可減少里外排、正確使用可減少里外排粗紗的伸長率差異,提高粗紗粗紗的伸長率差異,提高粗紗條干均勻度。條干均勻度。第四部分第四部分 粗紗卷繞成形粗紗卷繞成形v一、實(shí)現(xiàn)粗紗卷繞的條件一、實(shí)現(xiàn)粗紗卷繞的條件v1、粗紗卷裝結(jié)構(gòu)、粗紗卷裝結(jié)構(gòu):從里到外分從里到外分層排列,每層粗紗緊密卷繞層排列,每層粗紗緊密卷繞v2、翼錠紡紗的卷裝成形方式、翼錠紡紗的卷裝成形方式v粗紗管以圓柱形平行螺旋卷繞粗紗管以圓柱形平行螺旋卷繞的方式進(jìn)行卷繞的方式進(jìn)行卷繞 。繞成的管紗。繞成的
22、管紗形狀形狀中間呈圓柱體,兩端呈截中間呈圓柱體,兩端呈截頭圓錐體頭圓錐體。v屬于長動(dòng)程卷繞屬于長動(dòng)程卷繞 。v由于錠翼圍繞筒管作相對(duì)轉(zhuǎn)動(dòng),從而引導(dǎo)粗由于錠翼圍繞筒管作相對(duì)轉(zhuǎn)動(dòng),從而引導(dǎo)粗紗在筒管的徑向一層挨一層地進(jìn)行卷繞;紗在筒管的徑向一層挨一層地進(jìn)行卷繞;v同時(shí)由于龍筋(懸錠式粗紗機(jī)為下龍筋,豎同時(shí)由于龍筋(懸錠式粗紗機(jī)為下龍筋,豎錠式粗紗機(jī)為上龍筋)帶著筒管相對(duì)錠翼作錠式粗紗機(jī)為上龍筋)帶著筒管相對(duì)錠翼作上下移動(dòng)而引導(dǎo)粗紗在筒管的軸向一圈緊挨上下移動(dòng)而引導(dǎo)粗紗在筒管的軸向一圈緊挨一圈地緊密排列。一圈地緊密排列。v筒管與錠翼間有轉(zhuǎn)速差才能卷繞筒管與錠翼間有轉(zhuǎn)速差才能卷繞 。3、粗紗卷繞條件、
23、粗紗卷繞條件v(1)翼導(dǎo)與管導(dǎo))翼導(dǎo)與管導(dǎo):v當(dāng)筒管轉(zhuǎn)速大于錠翼轉(zhuǎn)速稱為當(dāng)筒管轉(zhuǎn)速大于錠翼轉(zhuǎn)速稱為管導(dǎo)管導(dǎo),錠翼轉(zhuǎn)速大于筒管轉(zhuǎn)速,錠翼轉(zhuǎn)速大于筒管轉(zhuǎn)速時(shí)稱為時(shí)稱為翼導(dǎo)翼導(dǎo)。 v在棉紡粗紗機(jī)上,一般都為管導(dǎo)在棉紡粗紗機(jī)上,一般都為管導(dǎo) 。(。(翼導(dǎo)時(shí),筒管轉(zhuǎn)速隨翼導(dǎo)時(shí),筒管轉(zhuǎn)速隨著卷繞直徑的增加而增大,致使管紗回轉(zhuǎn)不穩(wěn)定,動(dòng)力消耗著卷繞直徑的增加而增大,致使管紗回轉(zhuǎn)不穩(wěn)定,動(dòng)力消耗不平衡,而且斷頭后,管紗上的紗頭在回轉(zhuǎn)氣流作用下退繞不平衡,而且斷頭后,管紗上的紗頭在回轉(zhuǎn)氣流作用下退繞飄頭,易影響鄰紗。此外,采用翼導(dǎo)還會(huì)因傳動(dòng)慣性而使開飄頭,易影響鄰紗。此外,采用翼導(dǎo)還會(huì)因傳動(dòng)慣性而使開車啟動(dòng)時(shí)張
24、力增加而導(dǎo)致斷頭。)車啟動(dòng)時(shí)張力增加而導(dǎo)致斷頭。) vNw=Nb-NsvNw:為粗紗的卷繞速度:為粗紗的卷繞速度vNb:為筒管的轉(zhuǎn)速:為筒管的轉(zhuǎn)速vNs:為錠翼的轉(zhuǎn)速:為錠翼的轉(zhuǎn)速(2)粗紗卷繞速度方程)粗紗卷繞速度方程為實(shí)現(xiàn)正常卷繞,任一時(shí)間內(nèi)前羅拉輸出的須條為實(shí)現(xiàn)正常卷繞,任一時(shí)間內(nèi)前羅拉輸出的須條實(shí)際長度必須與筒管的卷繞長度相等。實(shí)際長度必須與筒管的卷繞長度相等。即:即:WxfNDLxfwDLnxfbDLS nn為粗紗管導(dǎo)卷繞時(shí)的筒管轉(zhuǎn)速方程為粗紗管導(dǎo)卷繞時(shí)的筒管轉(zhuǎn)速方程 。可見筒管轉(zhuǎn)速是由恒速的錠子轉(zhuǎn)速和變速的卷繞轉(zhuǎn)速可見筒管轉(zhuǎn)速是由恒速的錠子轉(zhuǎn)速和變速的卷繞轉(zhuǎn)速兩部分速度合成,合成的
25、結(jié)果也是變速。兩部分速度合成,合成的結(jié)果也是變速。 n在一落紗時(shí)間內(nèi),錠子速度不變,筒管速度與卷繞速在一落紗時(shí)間內(nèi),錠子速度不變,筒管速度與卷繞速度隨卷繞直徑的增加而逐層減小,并且在同一層紗內(nèi),度隨卷繞直徑的增加而逐層減小,并且在同一層紗內(nèi),筒管速度和卷繞速度也不變,但繞一層紗所需的時(shí)間筒管速度和卷繞速度也不變,但繞一層紗所需的時(shí)間隨著層數(shù)的增加而有所增加。隨著層數(shù)的增加而有所增加。 (3)龍筋升降速度方程)龍筋升降速度方程為實(shí)現(xiàn)正常卷繞,任一時(shí)間內(nèi)龍筋升降的距離應(yīng)等于筒管的軸為實(shí)現(xiàn)正常卷繞,任一時(shí)間內(nèi)龍筋升降的距離應(yīng)等于筒管的軸向卷繞高度,向卷繞高度,即:即:)h(DLhVsbxflnn 式
26、中:式中:Vl龍筋升降速度龍筋升降速度,mm/min; h粗紗軸向卷繞圈距粗紗軸向卷繞圈距,mm。上式表示龍筋升降速度與卷繞直徑間的數(shù)量關(guān)系上式表示龍筋升降速度與卷繞直徑間的數(shù)量關(guān)系,稱為稱為粗紗機(jī)升降速度方程。粗紗機(jī)升降速度方程。 在一落紗內(nèi),粗紗線密度不變?cè)谝宦浼唭?nèi),粗紗線密度不變,即即h不變不變,故故V1隨隨Dx的增大而減小的增大而減小,但在同一層紗內(nèi)但在同一層紗內(nèi),龍筋升降速度不變。龍筋升降速度不變。粗紗機(jī)卷繞的傳動(dòng)系統(tǒng)圖三、變速機(jī)構(gòu)和成形機(jī)構(gòu)的作用如下 :1變速機(jī)構(gòu) 鐵炮是根據(jù)要求來改變卷繞和升降速度;差動(dòng)裝置是完成恒速與變速的合成 。四、差動(dòng)裝置的作用分析(1)采用差動(dòng)裝置的必要性
27、: 1)采用差動(dòng)裝置可在同一機(jī)臺(tái)上共用一對(duì)鐵炮,同時(shí)完成筒管和上龍筋的變速運(yùn)動(dòng)。 2)用差動(dòng)裝置將恒速和變速部分合成,可大大減輕鐵炮的負(fù)擔(dān)。2.變速裝置 變速裝置由鐵炮(又稱錐輪)、鐵炮皮帶叉等部件組成。 鐵炮外形理論曲線為等軸雙曲線,實(shí)踐證明,理論曲線須按粗紗伸長率實(shí)測(cè)結(jié)果進(jìn)行修正。 說明:在國外及國內(nèi)一些新型粗紗機(jī)上,應(yīng)用微機(jī)及變頻調(diào)速技術(shù)改進(jìn)了傳統(tǒng)的卷繞成形傳動(dòng)系統(tǒng),取消了鐵炮變速裝置、差動(dòng)裝置和成形裝置等,不僅使機(jī)構(gòu)簡化,而且利于高速和張力的控制。五、成形機(jī)構(gòu)及其作用 升降裝置帶動(dòng)上龍筋升降;擺動(dòng)裝置在升降過程中傳動(dòng)筒管變速回轉(zhuǎn);成形裝置移動(dòng)鐵炮皮帶逐層減小筒管的卷繞速度和上龍筋的升降
28、速度,帶動(dòng)換向齒輪改變上龍筋運(yùn)動(dòng)方向,縮短上龍筋升降動(dòng)程 。第五部分第五部分 輔助機(jī)構(gòu)輔助機(jī)構(gòu)一、鐵跑三自動(dòng)機(jī)構(gòu)下鐵跑升降機(jī)構(gòu)鐵跑皮帶復(fù)位機(jī)構(gòu)滿紗自停機(jī)構(gòu)二、防塌肩裝置三、防細(xì)節(jié)裝置四、自動(dòng)落紗(一)半自動(dòng)落紗程序控制(四)落紗階段(五)全自動(dòng)落紗第六部分第六部分 粗紗張力及調(diào)整方法粗紗張力及調(diào)整方法 一、粗紗張力的形成及其分布一、粗紗張力的形成及其分布 (一)粗紗張力的形成及其作用(一)粗紗張力的形成及其作用 粗紗自前羅拉輸出至筒管的行程中粗紗自前羅拉輸出至筒管的行程中,必須克服摩必須克服摩擦力。擦力。 為了正常卷繞為了正常卷繞,筒管的卷繞速度應(yīng)比前羅拉輸出筒管的卷繞速度應(yīng)比前羅拉輸出的速度
29、略大的速度略大,使粗紗在卷繞過程中始終保持一定的緊使粗紗在卷繞過程中始終保持一定的緊張程度張程度,這種緊張程度稱為這種緊張程度稱為粗紗張力粗紗張力。 (二)粗紗張力的分布和變化(二)粗紗張力的分布和變化 下圖為前羅拉至筒管整根紗條上的各段張力分布。下圖為前羅拉至筒管整根紗條上的各段張力分布。 1eTTab)(21eTTac可見各段紗條上的張力是不等的可見各段紗條上的張力是不等的: Tc Tb Ta 生產(chǎn)上,習(xí)慣把生產(chǎn)上,習(xí)慣把a(bǔ)b段紗條上的張力稱為段紗條上的張力稱為粗紗張力粗紗張力 (即紡紗張力即紡紗張力) 。二、粗紗張力對(duì)產(chǎn)品質(zhì)量的影響二、粗紗張力對(duì)產(chǎn)品質(zhì)量的影響(一)質(zhì)量控制指標(biāo):(一)質(zhì)
30、量控制指標(biāo):重量不勻率重量不勻率條干不勻率條干不勻率粗紗伸長率粗紗伸長率(二)粗紗張力控制的內(nèi)容:(二)粗紗張力控制的內(nèi)容:1 1、張力大小張力大小:張力過大,意外牽伸增加,粗紗條干惡化;:張力過大,意外牽伸增加,粗紗條干惡化;張力過小,成形松爛,搬運(yùn)、儲(chǔ)存和退繞時(shí)發(fā)生困難。張力過小,成形松爛,搬運(yùn)、儲(chǔ)存和退繞時(shí)發(fā)生困難。 2 2、張力差異大小張力差異大小:張力差異過大,張力不勻,例如大、中、:張力差異過大,張力不勻,例如大、中、小紗之間或前、后排之間以及臺(tái)與臺(tái)間的張力差異,會(huì)直小紗之間或前、后排之間以及臺(tái)與臺(tái)間的張力差異,會(huì)直接影響粗紗長片段重量差異、細(xì)紗重量不勻及其重量偏差。接影響粗紗長片
31、段重量差異、細(xì)紗重量不勻及其重量偏差。 粗紗張力的調(diào)整方法粗紗張力的調(diào)整方法v(一)目測(cè)法(一)目測(cè)法v粗紗張力可通過目測(cè)觀察紡紗段來確定,紗粗紗張力可通過目測(cè)觀察紡紗段來確定,紗條張緊,則張力大,紗條松弛,則張力小。條張緊,則張力大,紗條松弛,則張力小。 v1、托錠式粗紗機(jī)、托錠式粗紗機(jī)v2、懸錠式粗紗機(jī)、懸錠式粗紗機(jī)張力的測(cè)試張力的測(cè)試v1、非電量轉(zhuǎn)換直接測(cè)試法、非電量轉(zhuǎn)換直接測(cè)試法 v此方法主要是測(cè)定紡紗段的張力,將非電量此方法主要是測(cè)定紡紗段的張力,將非電量轉(zhuǎn)換為電量,再轉(zhuǎn)換到光學(xué)系統(tǒng),采用電測(cè)轉(zhuǎn)換為電量,再轉(zhuǎn)換到光學(xué)系統(tǒng),采用電測(cè)應(yīng)變儀和光線示波器將信號(hào)記錄在專門感光應(yīng)變儀和光線示波
32、器將信號(hào)記錄在專門感光紙上。測(cè)試系統(tǒng)如下圖所示。紙上。測(cè)試系統(tǒng)如下圖所示。經(jīng)測(cè)定得出,粗紗機(jī)上一落紗中前排紡紗張力一般大經(jīng)測(cè)定得出,粗紗機(jī)上一落紗中前排紡紗張力一般大于后排粗紗的紡紗張力。于后排粗紗的紡紗張力。2、伸長率測(cè)試法、伸長率測(cè)試法在當(dāng)前生產(chǎn)中一般用粗紗伸長率來在當(dāng)前生產(chǎn)中一般用粗紗伸長率來間接間接反映紡紗張力。反映紡紗張力。但紡紗張力與伸長率是兩個(gè)完全不同的物理概念,不可但紡紗張力與伸長率是兩個(gè)完全不同的物理概念,不可混為一談混為一談 。當(dāng)粗紗捻度一定時(shí),伸長率大則粗紗張力也大;伸長率當(dāng)粗紗捻度一定時(shí),伸長率大則粗紗張力也大;伸長率小,張力也小。小,張力也小。n粗紗伸長率粗紗伸長率是
33、用同一時(shí)間內(nèi)筒管上卷繞的實(shí)測(cè)長度與是用同一時(shí)間內(nèi)筒管上卷繞的實(shí)測(cè)長度與前羅拉輸出的計(jì)算長度之差對(duì)前羅拉輸出的計(jì)算長度之前羅拉輸出的計(jì)算長度之差對(duì)前羅拉輸出的計(jì)算長度之比的百分率表示:比的百分率表示:式中:式中:粗紗伸長率粗紗伸長率(%);L1筒管上卷繞的實(shí)際長度;筒管上卷繞的實(shí)際長度;L2同一時(shí)間前羅拉輸出的計(jì)算長度。同一時(shí)間前羅拉輸出的計(jì)算長度。%100221LLLn生產(chǎn)實(shí)際中,主要控制粗紗伸長率的大小和差異,一生產(chǎn)實(shí)際中,主要控制粗紗伸長率的大小和差異,一般要求伸長率在般要求伸長率在1%-2.5%范圍內(nèi),臺(tái)與臺(tái)間、前后排范圍內(nèi),臺(tái)與臺(tái)間、前后排間、大小紗間的伸長率差異要不大于間、大小紗間的
34、伸長率差異要不大于1.5%,超過范圍,超過范圍時(shí),應(yīng)予調(diào)整。時(shí),應(yīng)予調(diào)整。 v影響張力變化和伸長率變化關(guān)系的因素有:影響張力變化和伸長率變化關(guān)系的因素有:原料、紡紗品種、錠翼結(jié)構(gòu)與材料、是否采原料、紡紗品種、錠翼結(jié)構(gòu)與材料、是否采用假捻器及假捻器的結(jié)構(gòu)與材料、機(jī)器斷面用假捻器及假捻器的結(jié)構(gòu)與材料、機(jī)器斷面尺寸、卷繞尺寸、工藝速度、車間溫濕度等。尺寸、卷繞尺寸、工藝速度、車間溫濕度等。v在采用一定假捻方式、車間溫濕度正常的情在采用一定假捻方式、車間溫濕度正常的情況下,可以用粗紗伸長率作為檢測(cè)粗紗張力況下,可以用粗紗伸長率作為檢測(cè)粗紗張力的間接方法。此時(shí),伸長率應(yīng)控制在的間接方法。此時(shí),伸長率應(yīng)控
35、制在1.52.5范圍內(nèi),最大不宜超過范圍內(nèi),最大不宜超過3,伸長率差異伸長率差異應(yīng)控制在應(yīng)控制在1.5以內(nèi)。以內(nèi)。v在某些情況下,伸長率的變化與粗紗張力的變化不盡一致在某些情況下,伸長率的變化與粗紗張力的變化不盡一致,如如:v 1.張力正常時(shí),提高錠速張力正常時(shí),提高錠速,則粗紗伸長率會(huì)因紡紗段抖動(dòng)則粗紗伸長率會(huì)因紡紗段抖動(dòng)加劇而增大。若適當(dāng)增加粗紗捻系數(shù),可減少粗紗伸長率。加劇而增大。若適當(dāng)增加粗紗捻系數(shù),可減少粗紗伸長率。v 2.當(dāng)車間溫度偏高、濕度偏大時(shí),粗紗與機(jī)件的摩擦阻力當(dāng)車間溫度偏高、濕度偏大時(shí),粗紗與機(jī)件的摩擦阻力增加,則卷繞張力增加,卷繞直徑的增量減小,同時(shí)纖維的增加,則卷繞張
36、力增加,卷繞直徑的增量減小,同時(shí)纖維的回潮增加,纖維間抱合力增加,承受一定外力而產(chǎn)生的相對(duì)回潮增加,纖維間抱合力增加,承受一定外力而產(chǎn)生的相對(duì)滑移必然減少,反映在紡紗段則為紗條松弛。此時(shí),張力增滑移必然減少,反映在紡紗段則為紗條松弛。此時(shí),張力增加,伸長未必增加。加,伸長未必增加。v 3.在其它條件一定時(shí),若前排采用假捻器,對(duì)粗紗張力前在其它條件一定時(shí),若前排采用假捻器,對(duì)粗紗張力前排大于后排的規(guī)律無影響,但對(duì)排大于后排的規(guī)律無影響,但對(duì) 伸長率影響很大,不裝假伸長率影響很大,不裝假捻器時(shí),前排伸長率大于后排,裝假捻器時(shí),則后排伸長率捻器時(shí),前排伸長率大于后排,裝假捻器時(shí),則后排伸長率大于前排
37、。大于前排。v 在以上情況下,應(yīng)根據(jù)引起伸長率變化的原因進(jìn)行相應(yīng)的在以上情況下,應(yīng)根據(jù)引起伸長率變化的原因進(jìn)行相應(yīng)的工藝調(diào)整。工藝調(diào)整。(三)粗紗張力的控制措施v1、粗紗伸長率產(chǎn)生機(jī)理2、加捻卷繞系統(tǒng)對(duì)紡紗張力的自調(diào)機(jī)理v紡紗張力變小卷繞張力變小卷繞點(diǎn)粗紗壓力變小粗紗變形量減小粗紗卷繞層厚度增大粗紗卷繞直徑比設(shè)計(jì)的大粗紗卷繞量增大Tc隨之增大v3、消除或減小卷繞機(jī)構(gòu)對(duì)粗紗張力的影響P2454、試紡時(shí)的調(diào)節(jié)、試紡時(shí)的調(diào)節(jié)改變品種和新機(jī)試紡時(shí),一般先調(diào)整軸向卷繞密度,再調(diào)整小紗改變品種和新機(jī)試紡時(shí),一般先調(diào)整軸向卷繞密度,再調(diào)整小紗張力,最后調(diào)整中紗和大紗張力。張力,最后調(diào)整中紗和大紗張力。 (1)調(diào)整軸向卷繞密度)調(diào)整軸向卷繞密度 :改變升降齒輪的齒數(shù)。:改變升降齒輪的齒數(shù)。 (2)調(diào)整卷繞張力)調(diào)整卷繞張力
溫馨提示
- 1. 本站所有資源如無特殊說明,都需要本地電腦安裝OFFICE2007和PDF閱讀器。圖紙軟件為CAD,CAXA,PROE,UG,SolidWorks等.壓縮文件請(qǐng)下載最新的WinRAR軟件解壓。
- 2. 本站的文檔不包含任何第三方提供的附件圖紙等,如果需要附件,請(qǐng)聯(lián)系上傳者。文件的所有權(quán)益歸上傳用戶所有。
- 3. 本站RAR壓縮包中若帶圖紙,網(wǎng)頁內(nèi)容里面會(huì)有圖紙預(yù)覽,若沒有圖紙預(yù)覽就沒有圖紙。
- 4. 未經(jīng)權(quán)益所有人同意不得將文件中的內(nèi)容挪作商業(yè)或盈利用途。
- 5. 人人文庫網(wǎng)僅提供信息存儲(chǔ)空間,僅對(duì)用戶上傳內(nèi)容的表現(xiàn)方式做保護(hù)處理,對(duì)用戶上傳分享的文檔內(nèi)容本身不做任何修改或編輯,并不能對(duì)任何下載內(nèi)容負(fù)責(zé)。
- 6. 下載文件中如有侵權(quán)或不適當(dāng)內(nèi)容,請(qǐng)與我們聯(lián)系,我們立即糾正。
- 7. 本站不保證下載資源的準(zhǔn)確性、安全性和完整性, 同時(shí)也不承擔(dān)用戶因使用這些下載資源對(duì)自己和他人造成任何形式的傷害或損失。
最新文檔
- 2025室內(nèi)設(shè)計(jì)與裝修施工合同協(xié)議
- 2025合同終止與解除勞動(dòng)合同證明
- 魚類組織胚胎學(xué)知到課后答案智慧樹章節(jié)測(cè)試答案2025年春信陽農(nóng)林學(xué)院
- 2025民間抵押房產(chǎn)借款合同樣本
- 2025家居紡織品購銷合同
- 2024年盤州市市屬事業(yè)單位考試真題
- 2024年南安市市屬事業(yè)單位考試真題
- 2024年安徽理工技師學(xué)院專任教師招聘真題
- 公路護(hù)欄工程合同范本
- 勞動(dòng)合同備案書(2025年版)
- 哈爾濱工業(yè)大學(xué)教師崗位分級(jí)設(shè)置與聘任管理辦法
- 法院送達(dá)地址確認(rèn)書(訴訟類范本)
- 中國骨科大手術(shù)靜脈血栓栓塞癥預(yù)防指南
- 2022年南陽市國企招聘考試真題及答案
- 《檔案管理概論》(肖秋惠編著)課后思考題及答案(參考)
- 2023年高考地理一輪復(fù)習(xí)(新人教版) 第2部分第5章 課時(shí)63 中國國家發(fā)展戰(zhàn)略舉例
- 助產(chǎn)士的語言溝通交
- 雨季及防汛施工安全教育
- 初中英語 Unit5 Beauty in Common Things說課課件
- 實(shí)驗(yàn)室投訴登記表
- 公司薪資異動(dòng)表
評(píng)論
0/150
提交評(píng)論