



版權說明:本文檔由用戶提供并上傳,收益歸屬內容提供方,若內容存在侵權,請進行舉報或認領
文檔簡介
1、CAD制圖基本規則及產品圖樣和技術文件格式CAD制圖基本規則及產品圖樣和技術文件格式 1 范圍本技術文件規定了本公司在計算機輔助設計(簡稱CAD)制圖中對字體、比例、標注(形位公差、表面粗糙度等)等應遵守的基本規則。本技術文件規定了采用CAD技術所編制的產品圖樣、明細表和BOM清單的格式和填寫方法。2 規范性引用文件下列標準或技術文件所包含的條文,通過在本技術文件中引用而構成為本技術文件的條款。凡是注日期的引用文件,其隨后所有的修改單(不包括勘誤的內容)或修訂版均不適用于本技術文件,然而,鼓勵根據本技術文件達成協議的各方研究是否可使用這些文件的最新版本。凡是不注日期的引用文件,其最新版本適用于
2、本技術文件。JSGL1 產品圖樣及技術文件管理制度JTJC 1 汽車空調產品、工裝、檢具、包裝編號辦法JTJC 2 技術文件編號辦法JTJC 4 通、借用件管理規定JTJC 6 特殊特性管理規定GB/T131-2006 產品幾何技術規范(GPS) 技術產品文件中表面結構的表示法GB/T4457.4-2002 機械制圖 圖樣畫法 圖線GB/T4458.2-2003 機械制圖 裝配圖中零、部件序號及其編排方法GB/T4458.4-2003 機械制圖 尺寸注法GB/T1182-2008 產品幾何技術規范(GPS)幾何公差形狀、方向、位置和跳動公差標注GB/T14689-1993 技術制圖
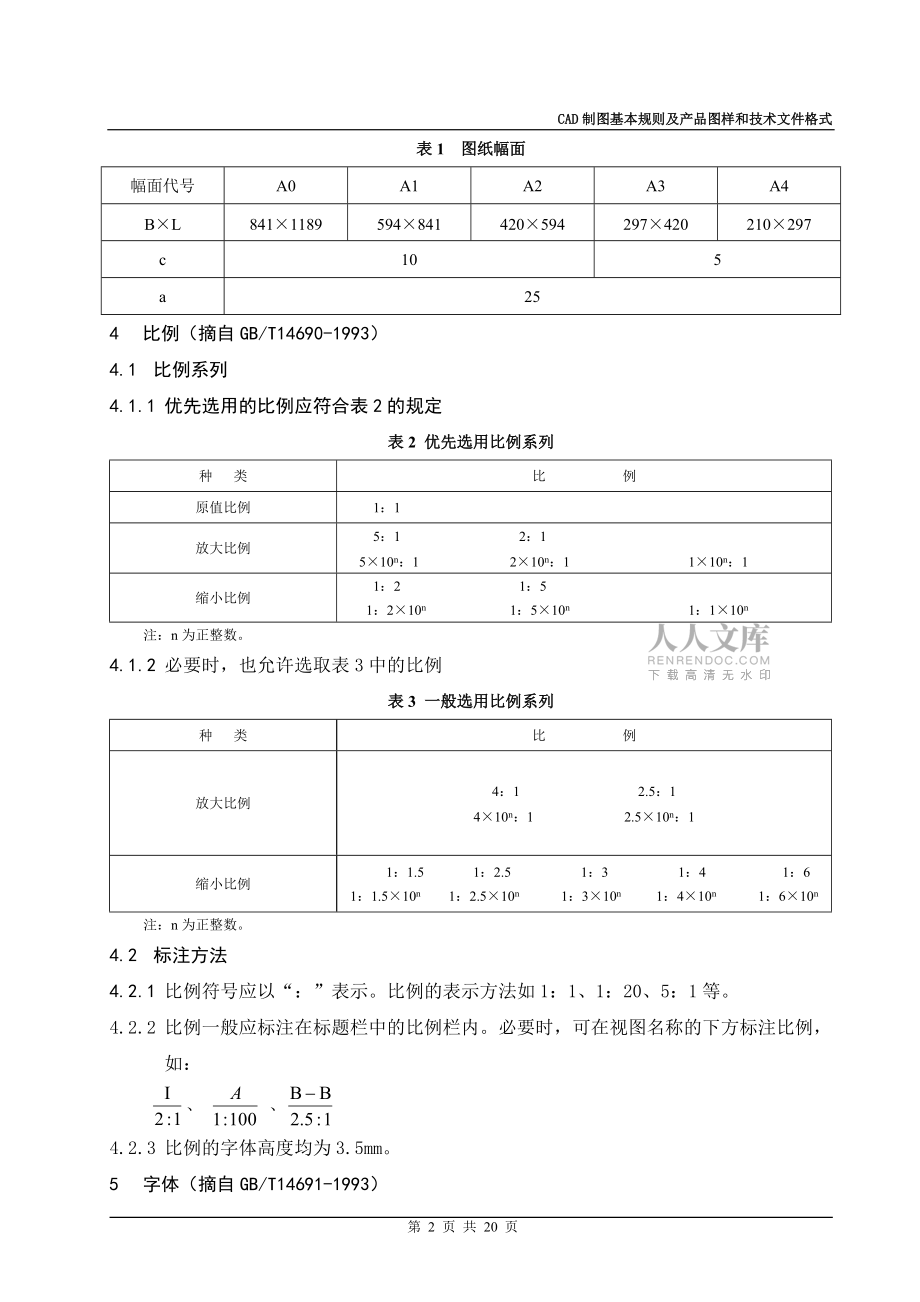
3、 圖紙幅面及格式GB/T14690-1993 技術制圖 比例GB/T14691-1993 技術制圖 字體3 圖紙幅面(摘自GB/T14689-1993)應符合表1規定。表1 圖紙幅面幅面代號A0A1A2A3A4B×L841×1189594×841420×594297×420210×297c105a254 比例(摘自GB/T14690-1993)4.1 比例系列4.1.1 優先選用的比例應符合表2的規定表2 優先選用比例系列種 類比 例原值比例1:1放大比例5:1 2:1 5×10n:1 2×10n:1 1×
4、;10n:1縮小比例 1:2 1:5 1:2×10n 1:5×10n 1:1×10n注:n為正整數。4.1.2 必要時,也允許選取表3中的比例表3 一般選用比例系列種 類比 例放大比例4:1 2.5:14×10n:1 2.5×10n:1縮小比例1:1.5 1:2.5 1:3 1:4 1:61:1.5×10n 1:2.5×10n 1:3×10n 1:4×10n 1:6×10n注:n為正整數。4.2 標注方法4.2.1 比例符號應以“:”表示。比例的表示方法如1:1、1:20、5:1等。4.2.2
5、比例一般應標注在標題欄中的比例欄內。必要時,可在視圖名稱的下方標注比例,如: 、 、4.2.3 比例的字體高度均為3.5mm。5 字體(摘自GB/T14691-1993)5.1 字體高度5.1.1 字體高度(用h表示)的公稱尺寸系列為:1.8,2.5,3.5,5,7,10,14,20,其中3.5、5、7mm為常用字高。5.1.2 圖紙中“技術要求”標題用5,內容字高3.5,尺寸標注字高應符合9.2條的規定,裝配圖中零、部件序號的字高應符合10.2條的規定,標題欄、明細欄、代號欄、特性代號欄和附加欄中的字高應分別符合第12.112.5條的規定,明細表中的字高應分別符合第13條的規定。5.1.3
6、在采用5.1.2條規定的字體高度填寫某一欄目時,如果該欄目的空間不足,則可以按照5.1.1條依次選擇小一號的字體高度,直至該欄目能夠得到最大化的填充。5.1.4 本技術文件未注明字體高度的,均為5mm字高。5.2 字體寬度產品圖樣中的字體寬度(用w表示)應為字體高度的0.7倍,即w=0.7h。5.3 字體5.3.1 產品圖樣中的字體選用仿宋體。5.3.2 對于特殊的字符,如果在AutoCAD中采用仿宋體不能正確顯示,則選用能夠正確顯示該字符的字體。6 圖線(摘自GB/T4457.4-2002)6.1 圖線的型式及應用CAD圖樣中各種圖線的名稱、型式、寬度以及在圖上的一般應用見表4表4 圖線圖線
7、名稱圖線型式圖線寬度AutoCAD2004中設置一 般 應 用線型顏色粗實線 AbContinuous綠色可見輪廓線細實線 B約b/3Continuous白色過渡線尺寸線及尺寸界線剖面線重合剖面的輪廓線螺紋的牙底線及齒輪的齒根線引出線分界線及范圍線彎折線輔助線不連續的同一表面的連線成規律分布的相同要素的連線波浪線 C約b/3Continuous白色斷裂處的邊界線視圖和剖視的分界線雙折線 D約b/3Continuous白色斷裂處的邊界線虛線 F約b/3ACAD_ISO02W100黃色不可見輪廓線細點劃線 G約b/3ACAD_ISO08W100紅色軸線對稱中心線軌跡線節圓及節線粗點劃線 JbACA
8、D_ISO08W100白色有特殊要求的線或表面的表示線雙點劃線 K約b/3ACAD_ISO09W100黃色相鄰輔助零件的輪廓線極限位置的輪廓線坯料的輪廓線或毛坯圖中制成品輪廓線假想投影輪廓線試驗或工藝用結構(成品上不存在)的輪廓線中斷線6.2 圖線的寬度圖線分為粗細兩種。為了便于CAD制圖的需要,將線寬(b)分為5組(見表5),建議優先采用第5組。表5 圖線寬度組別12345*一 般 用 途線寬b,2.01.41.00.70.6粗實線、粗點劃線0.70.50.350.250.18細實線、波浪線、雙折線、虛線、細點劃線、雙點劃線注:*為優先采用組別。6.3 非連續線相交線的畫法圖線應盡量相交在線
9、段上。繪制圖時,應畫出圓心符號,見圖1。圖1 圓心畫法7 形狀和位置公差的標注(摘自GB/T1182-2008)7.1 符號7.1.1 公差特征的符號公差特征的符號應符合表6的規定。表6 形位公差符號公差特征符號有或無基準要求形 狀形 狀直線度無平面度無形 狀形 狀圓度無圓柱度無形狀或位置輪 廓線輪廓度有或無面輪廓度有或無傾斜度有定位位置度有或無位置定向平行度有垂直度有傾斜度有定位位置度有或無同軸(同心)度有對稱度有跳動圓跳動有全跳動有7.1.2 被測要素、基準要素的標注要求及其他附加符號詳見表7。表7 被測要素、基準要素說 明符 號說 明符 號被測要素的標注直接包容要求最大實體要求用字母A最
10、小實體要求基準要素的標注A可逆要求延伸公差帶基準目標的標注2A1自由狀態(非剛性零件)條件理論正確尺寸 50 全周(輪廓)注:基準要素用大寫字母表示(字母E、I、J、M、O、P、L、R、F除外),形位公差符號用粗實線表示,高度為3.5。7.2 尺寸7.2.1 形位公差框格、基準要素及基準目標的尺寸(圖2)應符合表8的規定。D1 2A1D0.01AdHh圖2 形位公差的尺寸表8 形位公差的尺寸特 征推 薦 尺 寸框格高度 H7字體高度 h3.5線條粗細 d白圖0.18,底圖 0.25直徑 D14直徑 D177.2.2 框格的寬度A. 第一格等于框格的高度;B. 第二格應與標注內容的長度相適應;C
11、. 第三及以后各格(如屬需要),須與有關字母的寬度相適應。D. 框格的豎劃線與標注內容之間的距離應至少為線條粗細的兩倍,且不得少于0.7mm。8 表面粗糙度的標注(摘自GB/T131-2006)8.1 表面粗糙度符號、代號圖樣上表示零件表面粗糙度的符號見表9。表9 表面粗糙度符 號意 義 及 說 明 基本符號,表示表面可用任何方法獲得。當不加注粗糙度參數值或有關說明(例如:表面處理、局部熱處理狀況等)時,僅適用于簡化代號標注 基本符號加一短劃,表示表面是用去除材料的方法獲得。例如:車銑、鉆、磨、剪切、拋光、腐蝕、電火花加工、氣割等。 基本符號加一小圓,表示表面是用不去除材料的方法獲得。例如鑄、
12、鍛、沖壓變形、熱軋、冷軋、粉末冶金等。 或者是用于保持原供應狀況的表面(包括保持上道工序的狀況)在上述三個符號的長邊上均可加一橫線,用于標注有關參數和說明 在上述三個符號上均可加一小圓,表示所有表面具有相同的表面粗糙度要求 注:當同一圖紙中粗糙度全部相同時,在右上角標“ ”或“ ”,無需加“全部”。8.2 符號的比例和尺寸8.2.1 表面粗糙度符號的比例 詳見圖3。H260°60°d'H1圖3表面粗糙度符號的比例8.2.2 符號的尺寸詳見表10表10 表面粗糙度符號尺寸輪廓線的線寬b0.5數字與字母的高度 3.5符號的線寬d'0.7高度H15高度H2119
13、尺寸注法(摘自GB/T4458.4-2003)9.1 基本規則9.1.1 產品的真實大小應以圖樣上所注的尺寸數值為依據,與圖形的大小及繪圖的準確度無關。9.1.2 圖樣中(包括技術要求和其他說明)的尺寸,以毫米()為單位時,不需標注計量單位的代號或名稱,如采用其他單位,則必須注明相應的計量單位的代號或名稱。9.1.3 零件圖樣中所標注的尺寸,為該圖樣所示零件的最后完工尺寸,裝配圖中標注的尺寸應包括性能(規格)尺寸;裝配尺寸;重要的相對位置尺寸;外形尺寸;安裝尺寸;零件關鍵結構、形狀尺寸;否則應另加說明。9.1.4 產品的每一尺寸,一般只標注一次,并應標注在反映該結構最清晰的圖形上。9.2 尺寸
14、標注的設置尺寸標注的設置應符合表11的規定。表11 尺寸標注設置類別設置值公稱尺寸字體高度3.5高度比例對稱公差: 1, 極限偏差: 0.707箭頭大小3尺寸界線伸出2尺寸界線與圖形距離0尺寸與尺寸線距離1角度尺寸與尺寸線距離0.59.3 尺寸線、尺寸界線9.3.1 尺寸線尺寸線用細實線繪制,其終端(箭頭)有選用下列形式,見圖4。 圖4 尺寸線終端(1)使用箭頭終端標注時,在地方不夠的情況下,允許用圓點代替箭頭,見圖5。342圖5 尺寸線終端(2)9.3.2 尺寸界線尺寸界線用細實線繪制,并應由圖形的輪廓線、軸線或對稱中心處引出。也可利用輪廓線、軸線或對稱中心線作尺寸界線。10 裝配圖中零、部
15、件序號及其編排方法(摘自GB/T4458.2-2003)10.1 序號的編排方法10.2 在水平的基準(細實線)上注寫序號,序號的字高為5mm,見圖6。圖6 指引線及序號10.3 相同的零、部件只用一個序號,一般只標注一次。多次重復的零、部件,必要時也可以重復標注,但重復的序號必須用小括號括起來。10.4 指引線10.4.1 指引線應自所指部分的可見輪廓內引出,并在末端畫一圓點,在AutoCAD2004中,圓點的設置為“小點”,尺寸為4mm,見圖6。10.4.2 若所指部分(很薄的零件或涂黑的剖面)內不便畫圓點時,可在指引線的末端畫出箭頭,并指向該部分的輪廓,見圖7。圖7 特殊情況指引線10.
16、4.3 指引線不能相交。10.4.4 當指引線通過有剖面的區域時,它不應與剖面線平行。10.4.5 一組緊固件以及裝配關系清楚的零件組,可以采用公共指引線,見圖8。圖8 公共指引線10.5 裝配圖中的序號排列方法裝配圖中序號應按水平或豎直方向排列整齊,并按順時針或逆時針方向順次排列,在整個圖上無法連續時,可只在每個水平或豎直方向順次排列,見圖9。圖9裝配圖中的序號排列方法11 圖樣及文件名稱和格式(摘自GB/T14689-1993)11.1 圖樣及文件名稱、幅面和格式編號詳見表12 規定。表12 圖紙文件名稱及格式編號序號名 稱幅面格式編號用 途1產品圖樣按表1附件1空調系統、總成、零部件圖以
17、及工裝、檢具、包裝、電路原理等圖用。2產品明細表(首頁)A4附件2空調系統、總成。用來確定產品組成部分的內容和數量。3產品明細表(次頁)A4附件2a4BOM清單A4附件311.2 圖樣及文件的格式和尺寸圖樣及文件的格式和尺寸按格式1格式3的規定。12 圖樣的填寫方法12.1 標題欄的填寫方法12.1.1 名稱及代號區詳見表13 。表13 名稱及代號區填寫方法欄目名稱填寫內容字號示例單位名稱填入“重慶賽特制冷設備有限公司”5號字圖樣名稱繪制對象的名稱,如冷凝器、上殼體等。其中:1. 對于單個通用件,應為“通用件名稱+通用件規格”,通用件規格按照JTJC8通用件規格編號規則編寫。2. 對于通用件結
18、構件,應為“通用結構件名稱+截面圖”3. 對于電路圖和接線圖,應為“零件名稱+電路圖或接線圖”5號字1. 前置蒸發器總成圖填“前置蒸發器總成”;2. 規格為20的通用件管路固定夾圖填“管路固定夾圖20”3. 通用結構件裝飾膠條圖填“裝飾膠條截面圖”;4. 芯片的電路圖填“芯片電路圖”。圖樣代號按照JTJC1汽車空調產品、工裝、檢具、包裝編號辦法規定編寫的編號;對于有顧客指定編號的,須重起一行,填入顧客指定代號,并用小括號括起來。對于通用結構件,只填入通用結構件的“ 標識+類別代碼+截面結構代碼+JM”5號字1. EQ6380前置蒸發器總成編號為:M0010.8101,東風渝安編號為:81072
19、00-01,則填入:M0010.8101(8107200-01)2. 類別代碼為01,截面結構代碼為03的通用結構件圖填入“TJ0103JM”12.1.2 標記區標記區的所有文字、符號均采用3.5號字,填寫方法見表14。表14 標記區填寫方法欄目名稱填寫內容示例備注材料標記1. “空調系統示意圖”填入本空調系統開發時對應的車型號或名稱;2. 總成和部件不填;3. 零件圖填入該零件所使用的材料,其中:填寫零件的材料標記時, B. 對于標準的黑色金屬板材、管材,按照“材料名稱 ”的格式書寫。C. 對于標準的有色金屬板材、管材,按照“材料類型 材料牌號-供貨狀態-規格-性能執行標準” 的格式書寫。D
20、. 對于標準的有色金屬型材,按照“材料類型 材料牌號-供貨狀態-性能執行標準” 的格式書寫。E. 對于無國家標準的金屬材料,按照“材料類型 材料牌號-供貨狀態” 的格式書寫。F. 對于非金屬材料,按照“材料類型 材料牌號-主要填料和增強材料的代號和含量(無填料和增強材料的不寫,多種填料增強材料的,中間用+連接)” 的格式書寫,并將材料的附屬特征用小括號在其后標出,材料的附屬特征主要指材料顏色、泡沫的發泡倍數等等。1. 對于EQ6380空調系統,在“空調系統示意圖”中填入“EQ6380”2. 厚3mm的Q235-A熱軋鋼板,標記為:熱軋鋼板 3. 優質碳素薄鋼板,鋼號為08F鋼板4mm,尺寸精度
21、B級,表面質量級,拉延級別S的冷軋鋼板,標記為:冷軋鋼板 4. 65Mn鋼熱軋,厚度0.5mm。普通精度(B級)標記為:熱軋鋼板 5. 供貨狀態為O態的3A21拉制無縫鋁管,外徑10,壁厚2mm,標記為:管 3A21-O-10×2.0-GB/T6893-20006. 供貨狀態為H14的3003軋制鋁板,厚度2mm,標記為:板 3003-H14-2.0- GB/T3880-19977. 供貨狀態為T5的6063型材,標記為:型材6063-T5-GB/T6892-20068. 供貨狀態為T5的G77型材,標記為:型材G77-T59. 聚丙稀PP材料,填充20%滑石粉,標記為:聚丙稀PP-
22、TD2010. 聚酰胺PA66材料(尼龍),填充25%玻纖和10%滑石粉,標記為:聚酰胺PA66-GF25+TD1011. 灰色的30倍聚氨酯PU橡膠發泡材料,標記為:聚氨酯PU(30倍,灰)12. O形圈材料為氫化丁腈橡膠HNBR,標記為:氫化丁腈橡膠HNBR(綠)階段標記填入圖樣所處生產階段和更改次數:1. 左起第一欄填入試制階段圖樣標記代號“S”2. 左起第二欄填入試制階段的更改次數,從0開始順序編號,其中,“0”表示沒有更改;3. 左起第三欄填入批量生產階段圖樣標記代號“P”;4. 左起第二欄填入批量生產階段的更改次數,從0開始順序編號,其中,“0”表示沒有更改。1. 試制產品圖樣,沒
23、有更改,則填為:0S2. 試制產品圖樣,第2次更改,則填為:S23. 試制階段完成,共進行了5次更改,現轉入批量生產階段,則填為:0P5S4. 上圖在批量生產階段進行了第3次更改,則填為: S3P5本欄目實際是產品圖樣的版本號。重量填產品及零部件的凈重,單位為“克”,10克以上的,保留到個位,不足10克的,保留二位有效數字。1. 某零件重345.7g,填“346”;2. 某零件重1.33g,填“1.3”;3. 某零件重0.05g,填“0.05”比例除空調系統示意圖不填外,其余填入繪制圖樣時所用的實際比例,詳見第4條。圖樣和實物線性比例為1:2,填“1:2”共頁第頁填同一代號的圖樣總張數和張次。
24、某圖樣只有1張,則填寫:“共1頁,第1頁”;某圖樣由2張組成,則第1張填寫:“共2頁,第1頁”,第2張填寫:“共2頁,第2頁”。12.1.3 更改區更改區內非手工填寫的所有文字、符號均采用3.5號字。更改區的填寫方法見表15。表15 更改區填寫方法欄目名稱填寫內容示例標記填入本次更改的標記符號,見JSGL1產品圖樣及技術文件管理制度第4.8.2A.條處數填入本次更改總的更改處數本次共更改5個尺寸和1項技術要求,則填入“6”分區填入沒處更改在圖樣上的區域某更改的尺寸在圖樣的A3區域,填入“A3”更改文件號填入經批準的技術文件更改通知單編號,見JTJC2技術文件編號辦法第4.2.2條。JG-M00
25、2-200802-25簽名實際更改人員的手寫全名“王守一”更改的,只能簽“王守一”,而不能只簽“王”或“守一”年月日實際實施更改的日期,采用全日期表示法,手寫20080230:表示2008年2月30日實施的更改12.1.4 簽字區設計、校對、審核、工藝、標準化、批準的有關職能人員分別在各欄后的第一空欄內簽字,在第二空欄內填入相應簽字時間,其方法同表15最后兩項。12.2 明細欄的填寫方法明細欄位于標題欄的上方,明細欄內填寫的所有文字、符號均采用3.5號字,填寫方法詳見表16。表16 明細欄填寫方法欄目名稱填寫內容示例序號填入系統、總成、部件圖上總成、部件、零件在圖中的旁注序號代號3. 專用件填
26、入該專用件的圖號;4. 借用件按照JTJC1汽車空調產品、工裝、檢具、包裝編號辦法第2.3條填寫;5. 標準件填入相應的標準號;6. 外購件填入相應的供應商的產品型號。1. 某專用件的圖號為M0010.8101.01,則填寫“M0010.8101.01”2. 某部件借用上述零件,則填寫“借M0010.8101.01”;3. 某自攻螺釘的執行標準為GB/T16824.2-1997,則填寫“GB/T16674-1996”;4. 某外購件供應商的產品型號為MM-173b,則填寫“MM-173b”。名稱1. 專用件和借用件填入圖紙標題欄的名稱;2. 標準件按照填入執行標準名稱和相應規格;3. 外購件填
27、入相應的供應商的產品名稱和規格。4. 通用件,填入通用件名稱和相應規格件規格”,通用件規格按照JTJC8通用件規格編號規則編寫。1. 螺紋規格D=M6、性能等級為8級、表面氧化、A級全金屬六角法蘭面鎖緊螺母,填入“螺母 M6”;2. 螺紋規格ST6.3、公稱長度l=25mm、鍍鋅鉻酸鹽處理的C型六角頭自攻螺釘,填入“自攻螺釘ST6.3×25”;3. 某外購件供應商的產品和規格分別為:定位銷,8×10,填入“定位銷8×10”;4. 通用件為O形密封圈,規格為10.8×2.4,填入“O形密封圈10.8×2.4”。數量填入各相應組成部分在裝配圖中所需
28、的件數材料1. 總成、部件、組件不填2. 零件填入相應材料牌號1. 某金屬零件圖上的材料標記為:熱軋板材,則填入“Q235-A” ;2. 某鋁質零件圖上的材料標記為:板3003-H14-2.0- GB/T3880-1997,則填入“3003-H14”;3. 某橡膠零件圖上的材料標記為:聚氨酯PU(30倍,灰),則填入“PU(30倍,灰)”;4. 某塑料零件材料標記為:聚酰胺 PA66-GF30,則填入“PA66-GF30”。重量單件填入各相應組成部分的單件重量,填寫方法同表14“重量”欄總計等于單件重量與數量之積備注填入必要的補充說明。(如表面處理、毛坯、無圖等。)1. 某自攻螺釘需要鍍鋅鉻酸
29、鹽處理,則按照相應國際標準,填入“Fe/Zn8c2C”;2. 某零件在技術要求中要求“表面處理:噴漆,黑色”,則填入“噴漆,黑色”3. 外協組件(部件)的子零件不需要畫零件圖,則填入“無圖”。12.3 代號欄的填寫方法圖樣代號欄設于圖樣左上角,應用5號字填入所繪制對象的代號,對于JTJC1實施前已有舊編號的圖紙,應在其后標出舊編號,并用中括號將舊編號括起來,同時,填寫時應將字體旋轉180度。舉例:EQ6380前置蒸發器總成編號為:M0010.8101,舊編號為:102.8300000,則應填入:M0010.8101 102.8300000并旋轉180度。12.4 特性代號欄的填寫方法特性代號欄
30、設于圖樣右上角,填寫方法見JTJC6特殊特性管理規定。12.5 附加欄的填寫方法附加欄用3.5號字填寫。12.5.1 借用件標記填寫方法見JTJC4通、借用件管理規定。12.5.2 底圖總號填入由技術開發部規定的底圖總號。12.5.3 簽字和日期由公司技術檔案部門接收底圖的人員填寫接收日期并簽名,要求同表15后兩欄。13 明細表的填寫方法13.1 標題欄的填寫方法13.1.1 名稱及代號區詳見表17 。表17 名稱及代號區填寫方法欄目名稱填寫內容字號備注單位名稱填入“重慶賽特制冷設備有限公司”7號字非首頁無此欄目名稱填入“汽車空調系統明細表”5號字編號按照JTJC2技術文件編號辦法4.1.4條
31、規定編寫的編號5號字車型填入開發的車型號或名稱5號字非首頁無此欄目型號按照JTJC1汽車空調產品、工裝、檢具、包裝編號辦法2.1.1條規定的空調系統型號5號字非首頁無此欄目13.1.2 標記區標記區的所有文字、符號均采用3.5號字,填寫方法見表18。表18 標記區填寫方法欄目名稱填寫內容備注階段標記同表14相同欄目非首頁無此欄目共 頁 第 頁同表14相同欄目13.1.3 更改區更改區內非手工填寫的所有文字、符號均采用3.5號字。與圖樣的相比,明細表的更改區除沒有“分區”欄外,其余各欄與圖樣的更改區完全一致,填寫方法同表15。13.1.4 簽字區與圖樣的簽字區填寫方法完全一致,見12.1.4。13.1.5 明細區采用3.5號字填寫,填寫方法見表19。表19 明細區填寫方法欄目名稱填寫內容示例序號從01開始順序填入幅面填入所列圖樣和略圖的
溫馨提示
- 1. 本站所有資源如無特殊說明,都需要本地電腦安裝OFFICE2007和PDF閱讀器。圖紙軟件為CAD,CAXA,PROE,UG,SolidWorks等.壓縮文件請下載最新的WinRAR軟件解壓。
- 2. 本站的文檔不包含任何第三方提供的附件圖紙等,如果需要附件,請聯系上傳者。文件的所有權益歸上傳用戶所有。
- 3. 本站RAR壓縮包中若帶圖紙,網頁內容里面會有圖紙預覽,若沒有圖紙預覽就沒有圖紙。
- 4. 未經權益所有人同意不得將文件中的內容挪作商業或盈利用途。
- 5. 人人文庫網僅提供信息存儲空間,僅對用戶上傳內容的表現方式做保護處理,對用戶上傳分享的文檔內容本身不做任何修改或編輯,并不能對任何下載內容負責。
- 6. 下載文件中如有侵權或不適當內容,請與我們聯系,我們立即糾正。
- 7. 本站不保證下載資源的準確性、安全性和完整性, 同時也不承擔用戶因使用這些下載資源對自己和他人造成任何形式的傷害或損失。
最新文檔
- 2025版人力資源項目外包合同模板
- 人力資源服務合同正規格式指南2025
- 天然氣購銷標準合同
- 云南省昭通市昭陽區蘇家院鄉中學2024-2025學年初三年級下學期第二次月考試題含解析
- 銅仁學院《生物合成實驗》2023-2024學年第二學期期末試卷
- 南陽工藝美術職業學院《急診醫學Ⅰ》2023-2024學年第二學期期末試卷
- 云南省臨滄市達標名校2025屆初三下學期期末學業質量監測生物試題理試題含解析
- 西安電子科技大學《行為醫學》2023-2024學年第一學期期末試卷
- 內蒙古烏海市海南區2024-2025學年初三下學期第八次統練(一模)生物試題含解析
- 上海中醫藥大學《媒體展示策劃》2023-2024學年第二學期期末試卷
- 《婚姻繼承法第四章》課件
- 血液透析并發癥護理查房課件
- 全子宮切除術后教學查房
- 大門改造施工方案
- 化療藥外溢處理應急預案
- 顛覆:迎接第二次量子革命
- 液冷數據中心白皮書 2023:數據中心液冷革命解鎖未來的數字冰河
- 天師大和韓國世翰大學研究生入學英語試題
- 鋼筋安裝三檢記錄表
- 動作經濟原則手邊化POU改善
- 自有房產未取得不動產權屬證書證明
評論
0/150
提交評論