



版權(quán)說明:本文檔由用戶提供并上傳,收益歸屬內(nèi)容提供方,若內(nèi)容存在侵權(quán),請(qǐng)進(jìn)行舉報(bào)或認(rèn)領(lǐng)
文檔簡(jiǎn)介
鉆削教學(xué)目的:了解鉆削加工基本學(xué)問,理解鉆削用量;熟悉常見鉆床及其應(yīng)用,駕馭麻花鉆的結(jié)構(gòu)、組成。了解麻花鉆的角度及對(duì)鉆削加工的影響。教學(xué)重點(diǎn):麻花鉆的結(jié)構(gòu)、組成。教學(xué)難點(diǎn):麻花鉆的角度分析。孔加工刀具鉆床及刀具鉆床上可完成鉆孔、擴(kuò)孔、鉸孔、攻絲、鉆沉頭孔、锪平面刀具作旋轉(zhuǎn)主運(yùn)動(dòng)同時(shí)沿軸向移動(dòng)作進(jìn)給運(yùn)動(dòng)。鉆削加工鉆削-----用鉆頭或擴(kuò)孔鉆在工件上加工孔的方法。◆主運(yùn)動(dòng):鉆頭或擴(kuò)孔鉆的回轉(zhuǎn)運(yùn)動(dòng)。◆進(jìn)給運(yùn)動(dòng):鉆頭或擴(kuò)孔鉆的移動(dòng)。
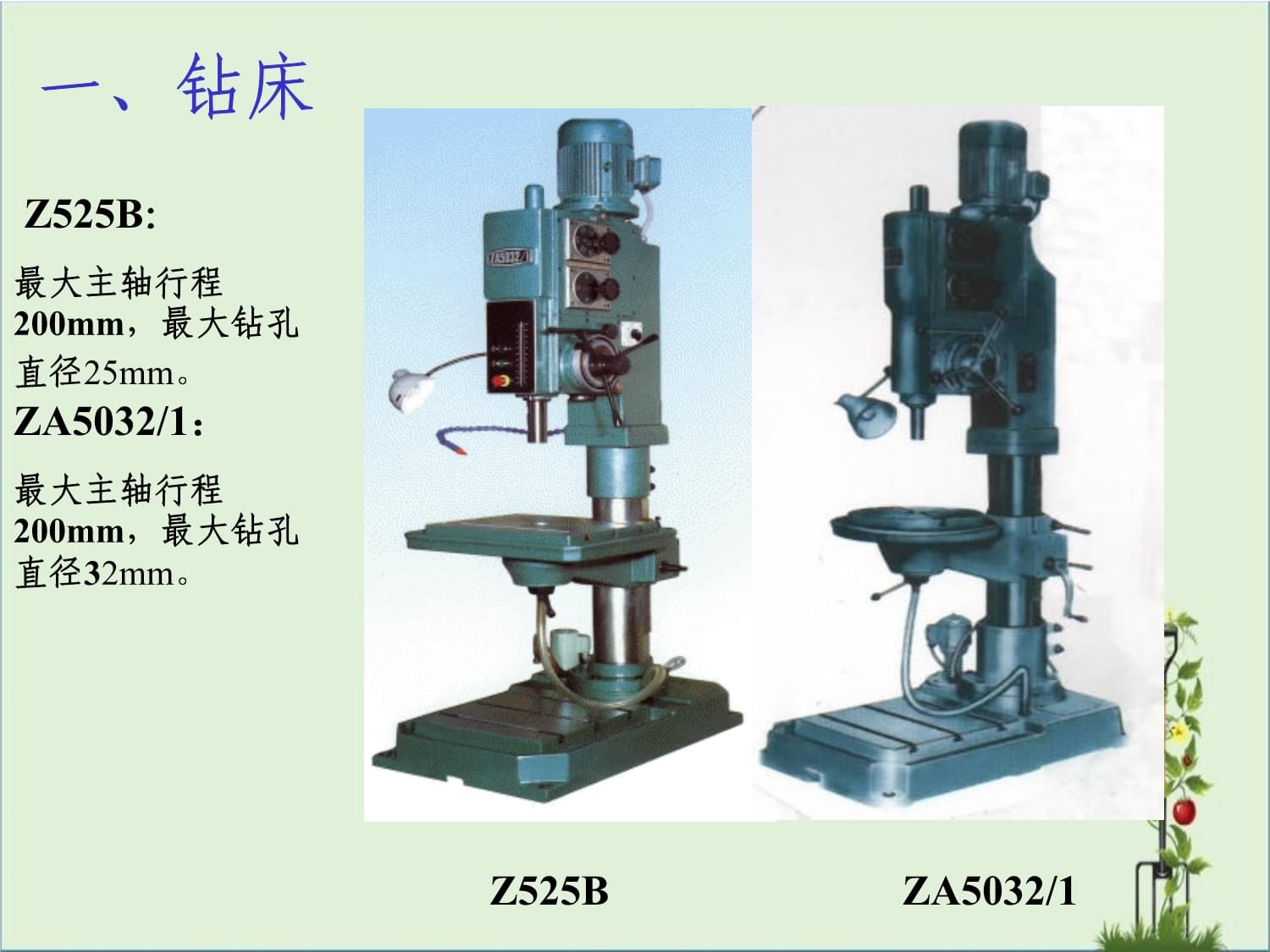
一、鉆床Z525BZA5032/1Z525B:最大主軸行程200mm,最大鉆孔直徑25mm。
ZA5032/1:最大主軸行程200mm,最大鉆孔直徑32mm。
ZJA3725×8/1搖臂鉆床ZJA3725×8/1:最大主軸行程130mm,最大鉆孔直徑25mm。立式鉆床通過移動(dòng)工件位置使被加工孔中心與主軸中心對(duì)中,操作不便,生產(chǎn)率不高。適于單件小批生產(chǎn)中加工中小型零件。搖臂鉆床搖臂可繞立柱回轉(zhuǎn)和升降,主軸箱可在搖臂上作水平移動(dòng)。工件固定不動(dòng),可便利地移動(dòng)主軸,使主軸中心對(duì)準(zhǔn)被加工孔中心。適于單件小批生產(chǎn)中加工大而重的零件。其它鉆床(a)深孔鉆床一般接受臥式布局,工件旋轉(zhuǎn)作主運(yùn)動(dòng),鉆頭直線進(jìn)給。主要應(yīng)解決的問題是:剛性及導(dǎo)向、斷屑排屑、冷卻潤滑.(b)臺(tái)式鉆床小巧敏捷,鉆孔直徑15mm以下。適于單件小批生產(chǎn)中加工小型零件。鉆床臺(tái)式鉆床:結(jié)構(gòu)簡(jiǎn)潔,用于中小型工件上的小孔及單件小批量生產(chǎn)。立式鉆床:可實(shí)現(xiàn)機(jī)動(dòng)進(jìn)給,適合于加工中小型工件,用于單件小批量生產(chǎn)。搖臂鉆床:結(jié)構(gòu)較困難,適合于大型工件或多孔工件的鉆削。二、鉆削方法(1)鉆頭裝夾①直柄裝夾:需用帶錐柄的鉆夾頭。②錐柄裝夾:干脆裝夾(2)工件裝夾①小型工件②孔徑較大(3)鉆孔方法①單件小批量生產(chǎn),接受劃線鉆孔的方法。②批量較大或孔位置精度要求較高,需用夾具(鉆模)來保證。③鉆深孔時(shí),要經(jīng)退出鉆頭,排出切屑,并進(jìn)行冷卻潤滑,接受較小的進(jìn)給量。三、標(biāo)準(zhǔn)麻花鉆1.麻花鉆的結(jié)構(gòu)要素
圖7-32為麻花鉆的結(jié)構(gòu)圖。它由工作部分、柄部和頸部組成。
工作部分●切削部分前刀面后刀面橫刃主切削刃●導(dǎo)向部分(導(dǎo)向作用)副切削刃第一副后面(刃帶)其次副后面螺旋槽★柄部(夾持作用)-------直柄和錐柄
★★頸部-----刀體與刀柄間的過渡部分。作用:(1)退刀槽(2)標(biāo)記直徑材料牌號(hào)2.主要角度(1)頂角2kr----兩切削刃在與它們平行的軸平面上投影夾角。影響:鉆頭尖端強(qiáng)度、前角和軸向抗力。大小:118±20(2)前角γo----在正交平面上測(cè)量的前面與基面的夾角。影響:切屑的形態(tài)和主切削刃的強(qiáng)度,確定切削的難易程度。大小:-300~+300前角的值從外緣到鉆心旁邊大約由+30°減小到-30,其切削條件很差。(3)后角αo----在正交平面內(nèi)測(cè)量的后面與切削平面的夾角。在鉆削過程中,實(shí)際起作用的是這個(gè)后角,同時(shí)測(cè)量也便利。鉆頭的后角是刃磨得到的,刃磨時(shí)要留意使其外緣處磨得小些(約8°~10°),靠近鉆心處要磨得大些(約20°~30°)。這樣刃磨的緣由,是可以使后角與主切削刃前角的變更相適應(yīng),使各點(diǎn)的楔角大致相等,從而達(dá)到其鋒利程度、強(qiáng)度、耐用度相對(duì)平衡,此外還能變更橫刃處的切削條件。(4)橫刃斜角ψ----橫刃與主切削刃在端面上投影之間的夾角。橫刃與主切削刃之間的夾角。它是刃磨鉆頭時(shí)自然形成的,鋒角確定時(shí),后角刃磨正確的標(biāo)準(zhǔn)麻花鉆橫刃斜角Ψ為47°~55°,而后角愈大則Ψ愈小,橫刃的長度會(huì)增加。影響:鉆頭定心、軸向抗力。大小:500~550四、鉆削用量1、切削速度
vc
vc
=
d
n/1000d
—
麻花鉆直徑(mm)n—麻花鉆的轉(zhuǎn)速(r/min)2、進(jìn)給量f(mm/r)fz(mm/z)fz=1/2f3、鉆削深度ap(mm)ap=1/2d五、鉆削的工藝特點(diǎn)1、鉆削時(shí),鉆頭不易彎曲,切削深度大,金屬切除率較高。2、鉆孔精度低,表面粗糙度大,簡(jiǎn)潔產(chǎn)生孔徑擴(kuò)大、軸線歪斜和明顯的圓度誤差等缺陷。3、鉆削時(shí),冷卻條件差,切削溫度高,生產(chǎn)率低。4、鉆削為粗加工,一般用作要求不高的孔的加工或高
溫馨提示
- 1. 本站所有資源如無特殊說明,都需要本地電腦安裝OFFICE2007和PDF閱讀器。圖紙軟件為CAD,CAXA,PROE,UG,SolidWorks等.壓縮文件請(qǐng)下載最新的WinRAR軟件解壓。
- 2. 本站的文檔不包含任何第三方提供的附件圖紙等,如果需要附件,請(qǐng)聯(lián)系上傳者。文件的所有權(quán)益歸上傳用戶所有。
- 3. 本站RAR壓縮包中若帶圖紙,網(wǎng)頁內(nèi)容里面會(huì)有圖紙預(yù)覽,若沒有圖紙預(yù)覽就沒有圖紙。
- 4. 未經(jīng)權(quán)益所有人同意不得將文件中的內(nèi)容挪作商業(yè)或盈利用途。
- 5. 人人文庫網(wǎng)僅提供信息存儲(chǔ)空間,僅對(duì)用戶上傳內(nèi)容的表現(xiàn)方式做保護(hù)處理,對(duì)用戶上傳分享的文檔內(nèi)容本身不做任何修改或編輯,并不能對(duì)任何下載內(nèi)容負(fù)責(zé)。
- 6. 下載文件中如有侵權(quán)或不適當(dāng)內(nèi)容,請(qǐng)與我們聯(lián)系,我們立即糾正。
- 7. 本站不保證下載資源的準(zhǔn)確性、安全性和完整性, 同時(shí)也不承擔(dān)用戶因使用這些下載資源對(duì)自己和他人造成任何形式的傷害或損失。
最新文檔
- 單位櫥柜采購合同范例
- 勞務(wù)派遣合同范例合同解除
- 原料售出合同范例
- 買車車位合同范例
- 叉車包合同范例
- 勞動(dòng)糾紛解除合同范例
- 一承包農(nóng)田合同范例
- 醫(yī)院被服采購合同范例
- 供沙子水泥合同范例
- 印刷公司購銷合同范例
- 學(xué)生心理危機(jī)識(shí)別與干預(yù)(家長教師版)
- GB/T 31914-2015電子文件管理系統(tǒng)建設(shè)指南
- 廣西建設(shè)工程質(zhì)量檢測(cè)和建筑材料試驗(yàn)收費(fèi)項(xiàng)目及標(biāo)準(zhǔn)指導(dǎo)性意見(新)2023.10.11
- 象征手法 (2)課件
- 《過零丁洋》公開課件
- 黃精栽培技術(shù)PPT
- 廣州市三年級(jí)下冊(cè)英語單詞
- 08S305-小型潛水泵選用及安裝圖集
- 《專利糾紛與處理》PPT課件
- 農(nóng)業(yè)技術(shù)推廣知識(shí)課程教學(xué)大綱
- 員工技能等級(jí)評(píng)定方案匯編
評(píng)論
0/150
提交評(píng)論