



版權說明:本文檔由用戶提供并上傳,收益歸屬內容提供方,若內容存在侵權,請進行舉報或認領
文檔簡介
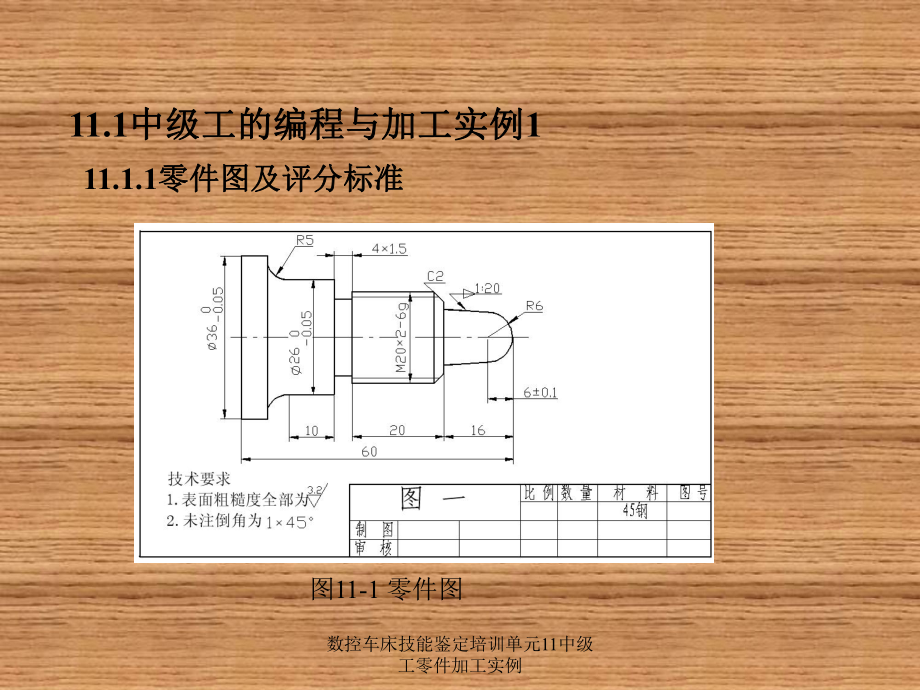
1、數控車床技能鑒定培訓單元11中級工零件加工實例單元單元11 中級工零件加工實例中級工零件加工實例 11.1中級工的編程與加工實例1 11.2中級工的編程與加工實例2數控車床技能鑒定培訓單元11中級工零件加工實例11.1.1零件圖及評分標準零件圖及評分標準 11.1中級工的編程與加工實例中級工的編程與加工實例1圖11-1 零件圖數控車床技能鑒定培訓單元11中級工零件加工實例表11-1材料清單數控車床技能鑒定培訓單元11中級工零件加工實例表11-2 實例1的評分表數控車床技能鑒定培訓單元11中級工零件加工實例11.1.2制定數控加工工藝方案制定數控加工工藝方案 該零件主要由外圓、圓弧、圓錐面、外螺
2、紋、外槽組成,下面對其進行綜合工藝分析:(1)觀察圖形無同軸度要求,毛坯長度適中,可采用普通三爪卡盤夾持;(2)打表找正工件;(3)粗精加工外輪廓,至精度要求;(4)車螺紋退刀槽;(5)粗精車螺紋,加工至通規通、止規止。數控車床技能鑒定培訓單元11中級工零件加工實例11.1.3編寫數控加工程序編寫數控加工程序參考程序如下:O0001;程序名S800 M03;定義轉速T0101;選擇1號刀具G99 G00 X40 Z2;循環起始點G71 U2.5 R1;外輪廓粗加工G71 P1 Q2 U0.5 W0.1 F0.2G00 X0N1 G01 G42 Z0 F0.1G03 X12 Z-6 R6 F0.
3、08G01 X12.5 Z-16X16X20 Z-18 Z-40X26Z-50 G02 X36 Z-55 R5 F0.05G01 Z-62N2 G40 X41M03 S960;變速G70 P1 Q2;外輪廓精加工G00 X150 Z150;回換刀點數控車床技能鑒定培訓單元11中級工零件加工實例T0303;選擇螺紋刀,加工螺紋M03 S640;選擇轉速G00 X22 Z-12;定義循環起始點G92 X19.2 Z-38 F2;加工螺紋X18.8X18.2X17.8X17.6X17.4 G00 X150 Z150 M05;主軸停止M30;程序結束 T0202;換切槽刀(b=4mm)M03 S450
4、;選擇轉速G00 X27 Z-40;快速定位G01 X17 F0.03G04 X3;延時3秒G00 X21Z-39G01 X17 F0.02G04 X3G01 Z-39.5 F0.01G00 X27X150 Z150;回換刀點 數控車床技能鑒定培訓單元11中級工零件加工實例11.2中級工的編程與加工實例中級工的編程與加工實例211.2.1零件圖及評分標準零件圖及評分標準圖11-2 零件圖 數控車床技能鑒定培訓單元11中級工零件加工實例表11-3材料清單數控車床技能鑒定培訓單元11中級工零件加工實例表11-4 實例2的評分表 數控車床技能鑒定培訓單元11中級工零件加工實例11.2.2制定數控加工
5、工藝方案制定數控加工工藝方案 該零件主要由外圓、外螺紋、外槽組成,下面對其進行綜合工藝分析:(1)夾外圓右端,車平左端面;(2)左端外圓粗加工,加工至外圓處,精加工各檔外圓;(3)加工24兩處外槽,至精度要求;(4)掉頭夾46的外圓,打表找正,平端面控制總長;(5)粗精車螺紋外圓和錐面,精加工至尺寸要求;(6)車螺紋退刀槽;(7)車螺紋,加工至通規通、止規止。數控車床技能鑒定培訓單元11中級工零件加工實例11.2.3編寫數控加工程序編寫數控加工程序參考程序如下:O0001;工件左側G54 G99 G40;S600 M03;M08;T0101;端面刀G00 X65 Z0;G01 X-1 F0.2
6、;G00 X150 Z150;T0100;T0202;930外圓刀G00 X65 Z3;G73 U5 W0 R4;G73 P1 Q2 U0.5 W0.1 F0.2;N1 G00 X28;G01 X46 Z-1 F0.1;Z-30;G03 X52 Z-52 R16 F0.1;G01 Z-58 F0.1;N2 G00 X65;S1400 M03;G70 P1 Q2;G28 U0 W0;T0200;T0303;b=3.5mm外槽切刀S450 M03;G00 X50 Z-13.75;G01 X40.1 F0.05; 數控車床技能鑒定培訓單元11中級工零件加工實例G00 X47;Z-12.5;G01 X
7、45 Z-13.5 F0.1;X40;G00 X47;Z-15;G01 X45 Z-14;X40;Z-13.6;G00 X47;Z-22.75;G01 X40.1 F0.05;G00 X47;Z-21.5;G01 X45 Z-22.5 F0.1;X40;G00 X47;Z-24;G01 X45 Z-23;X40;Z-22.6;G00 X50;M09;T0300;M05;M30; 數控車床技能鑒定培訓單元11中級工零件加工實例O 0002;工件右側G54 G99 G40;S600 M03;M08;T0101;端面刀G00 X65 Z0;G01 X-1 F0.2;G00 X150 Z150;T01
8、00;T0202;930外圓刀G00 X60 Z3;G71 U2 R1;G71 P1 Q2 U0.5 W0.1 F0.2;N1 G00 X19.8;G01 X29.8 Z-2 F0.15;Z-20;X34; X44 Z-35 F0.1;X51;N2 X53 Z-36;S1400 M03;G70 P1 Q2;G28 U0 W0;T0200;T0303 ;b=3.5mm外槽切刀S450 M03;G00 X36 Z-20;G01 X26.1 F0.05;G00 X32;Z-17.5;G01 X28 Z-19.5 F0.1;X26;Z-19.9;G00 X40;數控車床技能鑒定培訓單元11中級工零件加工實例G00 X150 Z150; T0300;T0404;S2
溫馨提示
- 1. 本站所有資源如無特殊說明,都需要本地電腦安裝OFFICE2007和PDF閱讀器。圖紙軟件為CAD,CAXA,PROE,UG,SolidWorks等.壓縮文件請下載最新的WinRAR軟件解壓。
- 2. 本站的文檔不包含任何第三方提供的附件圖紙等,如果需要附件,請聯系上傳者。文件的所有權益歸上傳用戶所有。
- 3. 本站RAR壓縮包中若帶圖紙,網頁內容里面會有圖紙預覽,若沒有圖紙預覽就沒有圖紙。
- 4. 未經權益所有人同意不得將文件中的內容挪作商業或盈利用途。
- 5. 人人文庫網僅提供信息存儲空間,僅對用戶上傳內容的表現方式做保護處理,對用戶上傳分享的文檔內容本身不做任何修改或編輯,并不能對任何下載內容負責。
- 6. 下載文件中如有侵權或不適當內容,請與我們聯系,我們立即糾正。
- 7. 本站不保證下載資源的準確性、安全性和完整性, 同時也不承擔用戶因使用這些下載資源對自己和他人造成任何形式的傷害或損失。
最新文檔
- 石腳地基合同協議
- 用工計件合同協議
- 收銀系統合同協議
- 2025混凝土廠承包合同協議范本
- 特殊房屋出售協議書
- 杏樹購買合同協議
- 油罐買賣合同協議
- 碎石加工合同協議
- 原煤加工協議書范本
- 意向轉讓合同協議
- 江蘇省常州市2024年中考物理試題【附參考答案】
- 新解讀《JTG 5120-2021公路橋涵養護規范》
- 機房維保巡檢服務報告
- 二手房公積金貸款合同書范本(2024版)
- 2024-2029全球及中國柚子果實提取物行業市場發展分析及前景趨勢與投資發展研究報告
- 江蘇省常州市溧陽市2023-2024學年八年級下學期期中數學試題【含答案解析】
- 河南省鶴壁市校聯考2023-2024學年八年級下學期期中語文試題
- 公共部位裝修合同
- 行政復議法-形考作業1-國開(ZJ)-參考資料
- 山西省朔州市懷仁縣2024屆小升初語文檢測卷含答案
- JTJ-T-257-1996塑料排水板質量檢驗標準-PDF解密
評論
0/150
提交評論