



下載本文檔
版權說明:本文檔由用戶提供并上傳,收益歸屬內容提供方,若內容存在侵權,請進行舉報或認領
文檔簡介
1、工程概況工程名稱:建設地點:建設單位:監理單位:施工單位:建設規模:m2一、施工機具鋼筋剝肋滾壓直螺紋機、限位擋鐵、螺紋環規、力矩扳手及普通扳手等。二、施工準備1、參加滾壓直螺紋接頭施工的人員必須進行技術培訓,經考核合格后方可持證上崗操作。2、鋼筋應先調直再加工,切口端面要與鋼筋軸線垂直,端頭彎曲、馬蹄形嚴重的要切去,但不得用氣割下料。3、總體安排:鋼筋加工由項目部統一協調,現場操作監督由工長、質檢員統一負責,由直螺紋由廠家技術人員對現場工人進行技術指導和對機械設備的維修和保養,對質量問題負責;鋼筋套絲工人必須經過培訓合格后上崗,在實際操作過程中,必須服從項目管理人員的隨時抽查,發現不合格產品
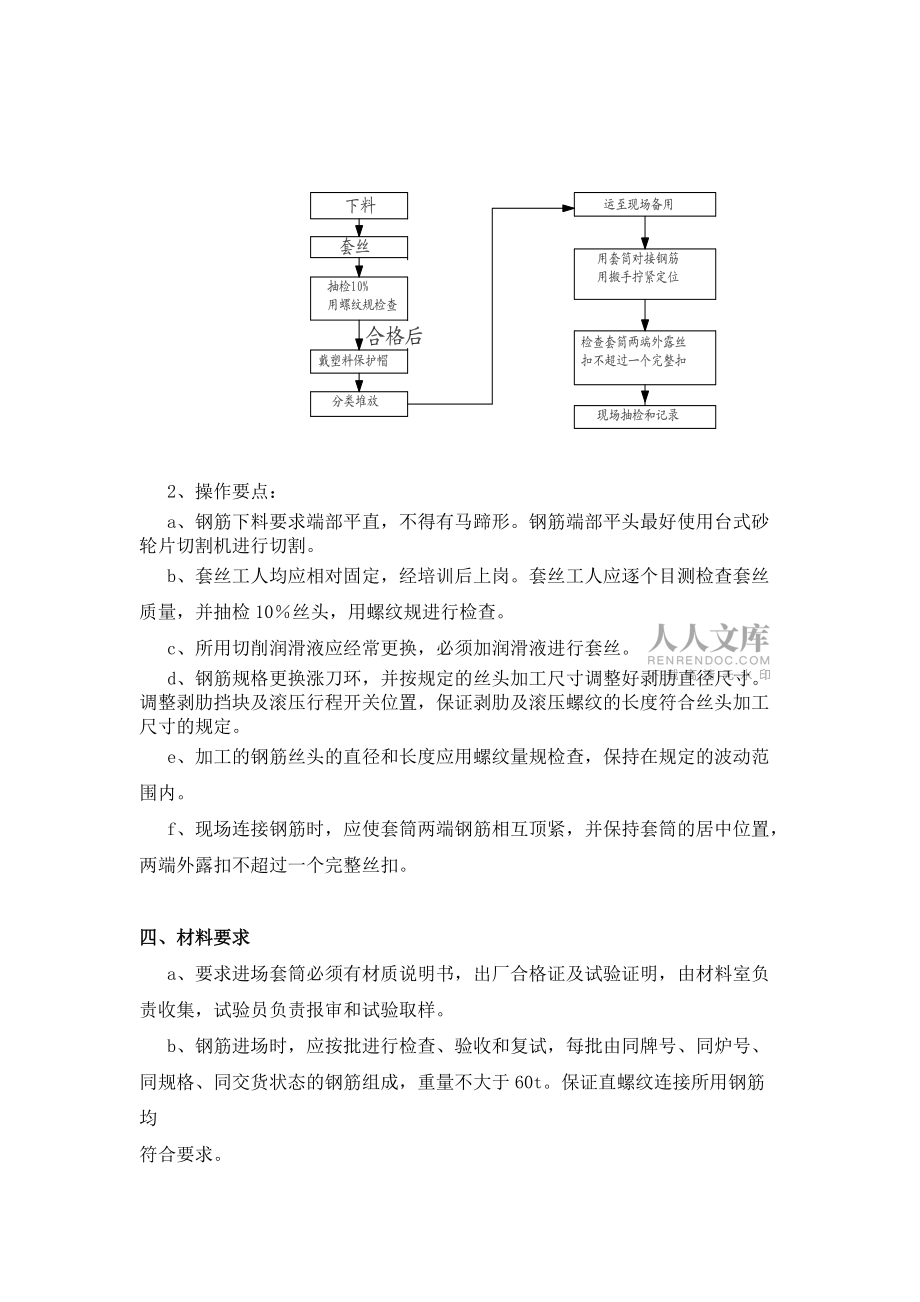
2、出現時,必須重新經過培訓,經項目鋼筋負責人認可后,才能重新上崗。在套絲過程中發現質量問題,項目、直螺紋廠家共同協商解決,保證施工過程中不出現質量問題。4、機械安排:鋼筋連接采用等強連接,所有的鋼筋均采用場內加工,設備安裝要求在鋼筋棚內及380V電源,分別對不同直徑范圍的鋼筋進行加工。5、培訓:對進場的現場加工人員,要求進行培訓;三、工藝流程及操作要點:1、 流程圖:2、操作要點:a、鋼筋下料要求端部平直,不得有馬蹄形。鋼筋端部平頭最好使用臺式砂輪片切割機進行切割。b、套絲工人均應相對固定,經培訓后上崗。套絲工人應逐個目測檢查套絲質量,并抽檢10絲頭,用螺紋規進行檢查。c、所用切削潤滑液應經常更
3、換,必須加潤滑液進行套絲。 d、鋼筋規格更換漲刀環,并按規定的絲頭加工尺寸調整好剝肋直徑尺寸。調整剝肋擋塊及滾壓行程開關位置,保證剝肋及滾壓螺紋的長度符合絲頭加工尺寸的規定。e、加工的鋼筋絲頭的直徑和長度應用螺紋量規檢查,保持在規定的波動范圍內。f、現場連接鋼筋時,應使套筒兩端鋼筋相互頂緊,并保持套筒的居中位置,兩端外露扣不超過一個完整絲扣。四、材料要求a、要求進場套筒必須有材質說明書,出廠合格證及試驗證明,由材料室負責收集,試驗員負責報審和試驗取樣。b、鋼筋進場時,應按批進行檢查、驗收和復試,每批由同牌號、同爐號、同規格、同交貨狀態的鋼筋組成,重量不大于60t。保證直螺紋連接所用鋼筋均符合要
4、求。c、檢查套筒與鋼筋的型號是否一致,檢查絲扣是否完好無損,清潔,并做除雜和除銹處理。鋼筋連接時,注意二根鋼筋頂緊,使外露的牙型不超過一個完整絲扣,施工完成后,并將已驗收合格后的接頭標注紅油漆標識,完成后立即找項目部質檢員驗收。注意對絲扣進行保護,不得損壞絲扣,絲扣上不得粘有水泥等污物。五、成品保護a、鋼筋應按總平面布置圖指定地點擺放,用墊木墊放整齊,防止鋼筋變形、銹蝕、油污。b、安裝電線管、暖衛管線或其他設施時不得任意切斷和移動鋼筋。如有相碰,則與土建技術人員現場協商解決。 c、鋼筋絲頭加工完成、檢驗合格后,要用專用的鋼筋絲頭保護帽或連接套筒對鋼筋絲頭進行保護,以防螺紋在鋼筋搬動或運輸過程中
5、被損壞或污染。六、質量標準1、鋼筋的品種和質量必須符合設計要求及及國家現行標準GB1499的要求,由項目部按照標準進行檢驗。檢查方法:檢查出廠質量證明書和試驗報告單。各項指標見下表。序號檢驗項目量具名稱檢驗要求1外觀項目目測牙形飽滿、月牙寬度超過0.6mm禿牙部分累計長度不超過一個螺紋周長2外形尺寸卡尺或專用量具絲頭長度應滿足設計要求,標準型接頭的絲頭長度公差為+1P3螺紋中徑通端螺紋環規能順利旋入螺紋并達到旋合長度止端螺紋環規允許環規與端部螺紋部分旋合,旋入量不應超過3P(P為螺距)2、對套筒的要求: a、套筒表面無裂紋和其他缺陷;b、外形尺寸滿足產品設計要求;c、套筒兩端應加塑料保護帽。3
6、、對絲頭的要求a、鋼筋絲頭檢驗合格后應盡快套上塑料保護帽,并按規格分類堆放整齊;b、加工鋼筋絲頭時,采用水溶性切削潤滑液,當氣溫低于0時搭設保溫棚,不得在不加潤滑液的情況下套絲;c、雨期或長期堆放的情況下,對絲頭進行覆蓋防銹;d、絲頭在運輸過程中應妥善保護,避免雨淋、沾污、遭受機械損傷。e、接頭的強度必須合格,檢驗方法:檢查接頭拉伸試驗報告。f、鋼筋的規格、接頭的位置、同一區段內有接頭鋼筋面積的百分比,不大于50%。檢查方法:現場觀察統計。4、應注意的質量問題a、鋼筋在套絲前,必須對鋼筋規格及外觀質量進行檢查。b、鋼筋套絲:操作前應先調整好定位尺的位置,并按照鋼筋規格配以相對應的加工導向套。對
7、于大直徑鋼筋要分次車削規定的尺寸,以保證絲扣精度,避免損壞環刀。5、質量記錄a、鋼筋出廠質量證明書或試驗報告單。b、鋼筋原材復試報告。c、連接套筒合格證。d、接頭強度檢驗報告。e、絲頭加工及接頭檢驗記錄。七、試 驗:接頭的現場檢驗按驗收批進行。同一施工條件下采用同一批材料的同等級、同型式、同規格接頭,以500個為一個驗收批進行檢驗與驗收,不足500個也作為一個驗收批。對接頭的每一驗收批,必須在工程結構中隨機截取3個接頭試件作抗拉強度試驗。并且每個接頭試件的鋼筋母材均有抗拉強度試驗報告;取樣時保證取樣的質量和代表性,接頭合格率必須為100%。鋼筋接頭試驗在現場取樣,現場切割抽樣試件后,原接頭部位
8、的鋼筋采用同規格的鋼筋進行綁扎搭接連接。八、環保與安全:1、安全a、進入現場的鋼筋機械在使用前,必須經項目工程部、安全部檢查驗收合格后方可使用。b、操作人員需培訓上崗作業,并在機械旁掛牌注明安全操作規定。c、鋼筋機械必須設置在平整、堅實的場地上,設置機棚和排水溝,防雨雪、防砸、防水浸泡。機械必須接地,操作工必須穿戴防護衣具,以保證操作人員安全。d、鋼筋加工機械要設專人維護維修,定期檢查各種機械的零部件,特別是易損部件,出現有磨損的必須更換。現場加工的成品、半成品堆放整齊。e、鋼筋加工機械處必須設置足夠的照明,保證操作人員在光線較好的環境下操作。在進行加工材料時,彎曲機、切斷機等嚴禁一次超量上機作業。f、打磨鋼筋的砂輪機在使用前應經安全部門檢驗合格后,方可投入使用。開機前檢查砂輪罩、砂輪片是否完好,旋轉方向是否正確。對有裂紋的砂輪嚴禁使用。操作人員必須站在砂輪片運轉切線方向的旁側。2、環保措施a、現場在進行鋼筋加工及成型時,要控制各種機械的噪聲。將機械安放在平整度較高的平臺上,下墊木板。并定期檢查各種零部件,如發現零部件有松動、磨損,及時緊固或更換,以降低噪音。澆筑混凝時不要振動鋼筋,降低噪聲排放強度。b、鋼筋原材、加工后的產品或半
溫馨提示
- 1. 本站所有資源如無特殊說明,都需要本地電腦安裝OFFICE2007和PDF閱讀器。圖紙軟件為CAD,CAXA,PROE,UG,SolidWorks等.壓縮文件請下載最新的WinRAR軟件解壓。
- 2. 本站的文檔不包含任何第三方提供的附件圖紙等,如果需要附件,請聯系上傳者。文件的所有權益歸上傳用戶所有。
- 3. 本站RAR壓縮包中若帶圖紙,網頁內容里面會有圖紙預覽,若沒有圖紙預覽就沒有圖紙。
- 4. 未經權益所有人同意不得將文件中的內容挪作商業或盈利用途。
- 5. 人人文庫網僅提供信息存儲空間,僅對用戶上傳內容的表現方式做保護處理,對用戶上傳分享的文檔內容本身不做任何修改或編輯,并不能對任何下載內容負責。
- 6. 下載文件中如有侵權或不適當內容,請與我們聯系,我們立即糾正。
- 7. 本站不保證下載資源的準確性、安全性和完整性, 同時也不承擔用戶因使用這些下載資源對自己和他人造成任何形式的傷害或損失。
最新文檔
- 2024年微生物檢驗技師考試重要試題及答案
- 2025年投資策略調整與預測試題及答案
- 項目管理質量保證技巧試題及答案
- 面對項目障礙的應對策略試題及答案
- 2024年項目管理人際交往能力提升試題及答案
- 環保分類垃圾桶使用與推廣考核試卷
- 建筑安全施工的風險評估與管理考核試卷
- 電玩具用電器件選型與應用考核試卷
- 污泥項目對接方案范本
- 2025年內控標準試題及答案
- 躲不開的食品添加劑講解課件
- 個體診所常見違法行為課件
- 地下車庫設計專題 停車位與柱網分析-76p
- stagetec產品介紹及-廣電版
- 新農村農房建設課件
- 非急救醫療轉運管理規范(醫院院前急救體系補充)
- 四年級下冊信息技術課件-7.文化瑰寶探秘|大連理工版 (共15張PPT)
- 依戀的發展PPT演示課件(PPT 76頁)
- 維修電工高級技師論文(6篇推薦范文)
- 六年級下冊數學課件--總復習《圖形的運動》北師大版.--共20張PPT
- 6SE70系列變頻器講解及Drive-Monitor調試(工程師培訓)課件
評論
0/150
提交評論