



版權(quán)說明:本文檔由用戶提供并上傳,收益歸屬內(nèi)容提供方,若內(nèi)容存在侵權(quán),請進(jìn)行舉報(bào)或認(rèn)領(lǐng)
文檔簡介
1、第一章作業(yè)一、填空題1機(jī)械加工工藝過程是機(jī)械生產(chǎn)過程的 一部分,是直接成產(chǎn)過程,其原意是指采用金屬切削刀具或者磨具來加工工件,使之達(dá)到所要求的形狀、尺寸、表面粗糙度和力學(xué)物理性能成為合格零件的的生產(chǎn)過程 。2完整的工藝系統(tǒng)(或物質(zhì)分系統(tǒng))是由 組成。3 工步 是加工表面、切削刀具、切削速度和進(jìn)給量都不變情況下完成的工位內(nèi)容。4零件在機(jī)床或機(jī)床夾具上常用的裝夾方法,有直接找正裝夾、 劃線找正裝夾 、夾具中裝夾三種方法。5在編制機(jī)械加工工藝規(guī)程時,根據(jù)零件機(jī)械加工工藝要求需要專門設(shè)計(jì)的定位基準(zhǔn),是 工藝基準(zhǔn) 。6機(jī)械加工工藝過程是由若干個 工序 組成。二、單向選擇題1只有在( b )精度都很高時,
2、重復(fù)定位才允許采用,且有利于增加工件的剛度。a. 設(shè)計(jì)基準(zhǔn)和定位元件 b. 定位基準(zhǔn)和定位元件 c. 組合表面三、判斷題1說明下圖零件被限制的自由度情況x y z y z2在軸上鉆孔,為保證鉆孔精度該工件應(yīng)限制幾個自由度。 x y3為滿足下圖零件的加工要求,該零件分析該零件應(yīng)限制哪些自由度。z x y4為滿足下圖零件的加工要求,該零件分析該零件應(yīng)限制哪些自由度。x z xyz5如圖所示零件,分析為滿足加工要求該工件應(yīng)該限制幾個自由度。xyz xyz四、問答題1什么是基準(zhǔn)?工藝基準(zhǔn)?工藝基準(zhǔn)又可以劃分為哪幾種? 基準(zhǔn):在零件的設(shè)計(jì)制造和裝配中必須根據(jù)一些點(diǎn)線面來確定另外一些點(diǎn)線面的位置這些作為依
3、據(jù)的點(diǎn)線面稱作基準(zhǔn),從設(shè)計(jì)和工藝兩大方面來分析,基準(zhǔn)可分為設(shè)計(jì)基準(zhǔn)和工藝基準(zhǔn)兩大類。工藝基準(zhǔn):零件在加工工藝過程中所用到的基準(zhǔn)稱為工藝基準(zhǔn)。工藝基準(zhǔn)可分為工序基準(zhǔn)、定位基準(zhǔn)、測量基準(zhǔn)、和裝配基準(zhǔn)。第二章作業(yè)一、填空題1在正常加工條件下(采用標(biāo)準(zhǔn)的設(shè)備、工藝裝備和技術(shù)工人,不延長加工時間)所能保證的加工精度和表面粗糙度,稱為 經(jīng)濟(jì)加工精度 。2制定機(jī)械加工工藝規(guī)程的 核心 是擬定機(jī)械加工工藝路線。 3在加工有色金屬軸類零件時,精加工時宜采用 金剛石精車 。4在通常情況下,可以將高精度零件的機(jī)械加工工藝過程劃分為:粗加工階段、 半精 加工階段、精加工階段和精密、超精密或光整加工階段共四個階段。5所
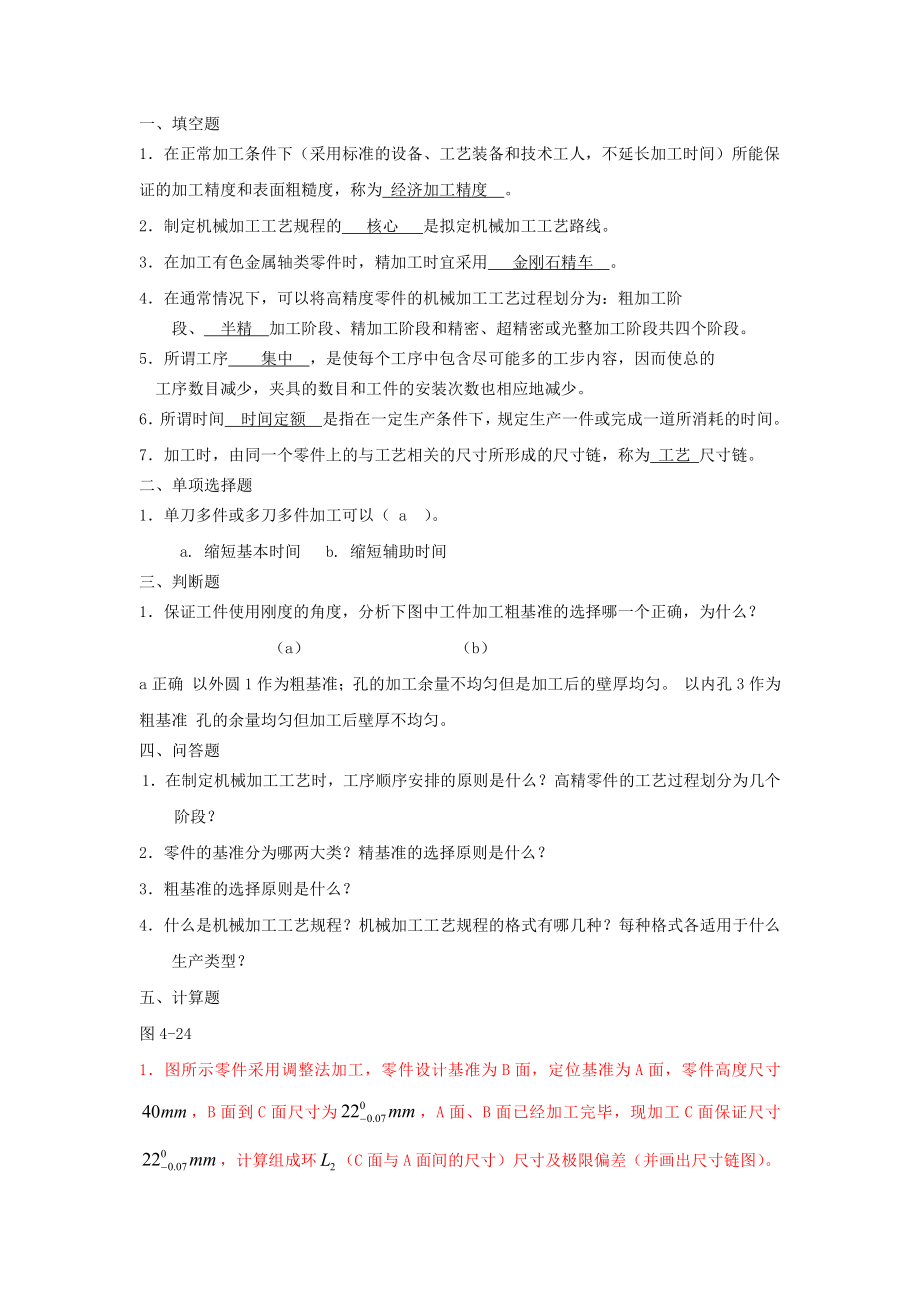
4、謂工序 集中 ,是使每個工序中包含盡可能多的工步內(nèi)容,因而使總的工序數(shù)目減少,夾具的數(shù)目和工件的安裝次數(shù)也相應(yīng)地減少。6所謂時間 時間定額 是指在一定生產(chǎn)條件下,規(guī)定生產(chǎn)一件或完成一道所消耗的時間。7加工時,由同一個零件上的與工藝相關(guān)的尺寸所形成的尺寸鏈,稱為 工藝 尺寸鏈。二、單項(xiàng)選擇題1單刀多件或多刀多件加工可以( a )。 a. 縮短基本時間 b. 縮短輔助時間三、判斷題 1保證工件使用剛度的角度,分析下圖中工件加工粗基準(zhǔn)的選擇哪一個正確,為什么?(a) (b)a正確 以外圓1作為粗基準(zhǔn);孔的加工余量不均勻但是加工后的壁厚均勻。 以內(nèi)孔3作為粗基準(zhǔn) 孔的余量均勻但加工后壁厚不均勻。四、問
5、答題1在制定機(jī)械加工工藝時,工序順序安排的原則是什么?高精零件的工藝過程劃分為幾個階段?2零件的基準(zhǔn)分為哪兩大類?精基準(zhǔn)的選擇原則是什么?3粗基準(zhǔn)的選擇原則是什么? 4什么是機(jī)械加工工藝規(guī)程?機(jī)械加工工藝規(guī)程的格式有哪幾種?每種格式各適用于什么生產(chǎn)類型? 五、計(jì)算題圖4-24 1圖所示零件采用調(diào)整法加工,零件設(shè)計(jì)基準(zhǔn)為B面,定位基準(zhǔn)為A面,零件高度尺寸,B面到C面尺寸為,A面、B面已經(jīng)加工完畢,現(xiàn)加工C面保證尺寸,計(jì)算組成環(huán)(C面與A面間的尺寸)尺寸及極限偏差(并畫出尺寸鏈圖)。2計(jì)算題如圖所示零件,鏜削零件孔,設(shè)計(jì)基準(zhǔn)為C面,在加工中,零件的定位基準(zhǔn)選擇A面,試計(jì)算L的尺寸和公差。(畫出尺寸
6、鏈圖)3某外圓零件,表面進(jìn)行滲碳處理,滲碳層規(guī)定深度為,其工藝安排如下:精車外圓直徑尺寸,滲碳處理,磨削外圓到設(shè)計(jì)尺寸,求磨削前滲碳層的尺寸。 4-13 4圖所示工件中,mm,mm,mm,L3不便測量,試重新給出測量尺寸,并標(biāo)注該尺寸和公差,并畫出尺寸鏈圖。5車床主軸箱體工件,孔、孔,兩孔中心距為,該尺寸不便測量,現(xiàn)改為測量兩孔內(nèi)母線之間距離,求該尺寸并畫出尺寸鏈圖。第三章作業(yè)一、填空題1銑床夾具的類型按不同的進(jìn)給方式分為: 進(jìn)給式、 進(jìn)給式、 進(jìn)給式。2具有刀具導(dǎo)向裝置的鏜床夾具,又稱為 。3隨行夾具是一種在自動線或 中使用的一種夾具。4常用機(jī)床夾緊機(jī)構(gòu)有斜楔夾緊機(jī)構(gòu)、 、偏心夾緊機(jī)構(gòu)、鉸鏈
7、夾緊機(jī)構(gòu)、 、聯(lián)動夾緊機(jī)構(gòu)5鏜床夾具根據(jù)其鏜套支架的布置形式可分為 和 兩類 。6夾緊機(jī)構(gòu)的動力裝置有氣動夾緊裝置、液壓夾緊裝置和 。7機(jī)床夾具按使用范圍可分為:通用夾具、 夾具、通用可調(diào)整夾具和成組夾具、組合夾具、隨行夾具共5種。 8定位誤差是由于工件在夾具上定位不準(zhǔn)確所引起的加工誤差,在調(diào)整法加工時工件定位誤差實(shí)質(zhì)上就是工序 在加工尺寸方向上的最大變動量。9在機(jī)床夾具上,常用的夾緊機(jī)構(gòu)有:斜楔夾緊機(jī)構(gòu)、 夾緊機(jī)構(gòu)、偏心夾緊機(jī)構(gòu)、鉸鏈夾緊機(jī)構(gòu)、定心夾緊機(jī)構(gòu)、聯(lián)動夾緊機(jī)構(gòu)。 10鉆床因具有刀具導(dǎo)向裝置,習(xí)慣上又稱為 。 11定位誤差是由于工件在夾具上定位不準(zhǔn)確所引起的 誤差。12在斜楔夾緊機(jī)構(gòu)
8、中,斜楔的 條件為。二、單向選擇題1分度頭屬于( )。 a通用夾具 b. 專用夾具2在銑削加工中,銑削工件平面時,宜采用( )銑床夾具。 a. 圓周進(jìn)給式 b. 直線進(jìn)給式 c. 仿形進(jìn)給式 三、判斷題1判斷下圖中,零件的定位方案是否合理。如不合理,請重新畫圖改正。 2分析下圖中零件定位方案是否合理,如不合理,畫圖改正之。四、問答題1什么是機(jī)床夾具?機(jī)床夾具的基本組成部分有哪些? 2機(jī)床夾具按使用范圍分為哪幾種基本類型? 五、計(jì)算題:3-4題第四章作業(yè)一、填空題1加工圓盤類零件端面時容易出現(xiàn)近似螺旋表面的原因是 引起的。2機(jī)械零件的加工質(zhì)量包含 和 。3在接觸零件間施加預(yù)緊力,是提高工藝系統(tǒng)
9、的重要措施。4在車床上加工盤類零件的端面時,工件端面會出現(xiàn)中凸(或中凹)加工缺陷,其原因是刀架的進(jìn)給方向和車床主軸軸線 。 5機(jī)床主軸回轉(zhuǎn)軸線的運(yùn)動誤差分解為 、 、 。6刨削加工誤差的敏感方向?yàn)?方向。 7傳動比小,特別是傳動鏈末端傳動副的傳動比小,則傳動鏈中其余各傳動元件誤差對傳動精度的影響就 。8機(jī)械加工精度是指零件加工后的實(shí)際幾何參數(shù)(尺寸、形狀和表面間的相互位置)與理想幾何參數(shù)的 程度。 9在加工細(xì)長軸類零件時,出現(xiàn)中間粗、兩端細(xì)的“腰鼓”型形狀誤差的原因:是由于工藝系統(tǒng)中的 變形引起的。 10保證和機(jī)械加工精度的措施有誤差的預(yù)防和誤差的 。 11在車床靜剛度實(shí)驗(yàn)曲線中,加載曲線和卸
10、載曲線 ,說明工藝系統(tǒng)中存在著能量的損失。二、單向選擇題1一般用( )系數(shù)表示加工方法和加工設(shè)備,勝任零件所要求的加工精度的程度。 a. 誤差復(fù)映 b. 工藝能力 c. 誤差傳遞2下列刀具中,( )制造誤差直接影響加工精度。 a. 銑刀 b. 車刀 c. 鏜刀 d. 鉆頭3在鏜削加工中為避免主軸軸線回轉(zhuǎn)誤差影響工件的加工精度,主軸與鏜刀桿宜采用( )聯(lián)接。 a. 固定 b. 間接 c. 浮動4研究加工精度的方法有( )。 a. 單因素分析法 b. 統(tǒng)計(jì)分析法 c. 單因素分析法和統(tǒng)計(jì)分析法 5影響機(jī)械加工精度的因素( )。 a. 裝夾、加工 b. 加工、調(diào)整 c. 裝夾、調(diào)整、加工6在臥式鏜床
11、上工件進(jìn)給鏜孔時,若工件進(jìn)給運(yùn)動與鏜桿回轉(zhuǎn)運(yùn)動軸線不平行,則加工出來的內(nèi)孔呈( )形。a.橢圓 b.錐 c.三棱 d.不規(guī)則三、判斷題(無)四、問答題2-111說明在磨削軸類零件外圓時,使用死頂尖的目的是什么?哪些因素引起外圓的圓度和錐度誤差? 2在車床上用固定兩頂尖裝夾工件車細(xì)長軸時,出現(xiàn)中間粗兩端細(xì)的“腰鼓”形誤差,分析誤差產(chǎn)生的原因?提出改進(jìn)措施? 3減小工藝系統(tǒng)熱變形對加工精度影響的措施有哪些? 4為什么多次走刀可以提高加工精度?5車床變形后,最小直徑偏向哪一端?6什么是誤差復(fù)映系數(shù)?什么是誤差傳遞系數(shù)?五、計(jì)算題 4-16第五章作業(yè)一、填空題1在磨削加工過程中,如果塑性變形起主導(dǎo)作用
12、,表層金屬將產(chǎn)生 殘余應(yīng)力。2工件表面殘余應(yīng)力的數(shù)值和性質(zhì),取決于 工序的加工方法。3傳動比小,特別是傳動鏈末端傳動副的傳動比小,則傳動鏈中其余各傳動元件誤差對傳動精度的影響就 。4零件的破壞總是從 開始。5加工表面的幾何形狀誤差中,表面粗糙度是微觀幾何形狀誤差,其波長與波高的比值一般小于 。6機(jī)械加工過程中產(chǎn)生的塑性變形,使晶格扭曲、畸變、晶粒間產(chǎn)生滑移,晶粒被拉長,這些都會使表層金屬的硬度增加,統(tǒng)稱為 。 7為避免磨削燒傷,又要降低表面粗糙度值,在提高工件轉(zhuǎn)速的同時應(yīng) 砂輪的轉(zhuǎn)速。 8機(jī)械加工中產(chǎn)生的振動主要有強(qiáng)迫振動和 振動兩種類型。 9磨削加工是一種典型的容易產(chǎn)生磨削 的加工方法,容易
13、使金相組織發(fā)生變化。二、單向選擇題1在采取工件表面強(qiáng)化工藝時,常用的機(jī)械強(qiáng)化方法有( )。a. 噴丸強(qiáng)化 b. 滾壓強(qiáng)化 c. 噴丸強(qiáng)化和滾壓強(qiáng)化2在磨削加工中提高工件速度,工件表面粗糙度值( )。 a. 增大 b. 不變 c. 變小3由于機(jī)械加工中( )的綜合作用,加工表面層金屬的力學(xué)物理性能和化學(xué)性能將發(fā)生一定的變化。 a. 切削力 b. 切削力與切削熱 c.切削熱 三、判斷題(無)四、問答題1機(jī)床夾具機(jī)械加工表面質(zhì)量包括那些具體內(nèi)容? 2什么是磨削燒傷?在磨削軸類零件外圓表面時,同時提高工件和砂輪的速度,為什么3什么是冷作硬化?在相同的的磨削條件下,為什么磨削碳鋼工件比磨削工業(yè)純鐵工件的
14、冷作硬化現(xiàn)象小?而切削鋼件卻比切削有色金屬工件冷作硬化大? 4磨削燒傷的種類有幾種? 五、計(jì)算題(無)第六章作業(yè)一、填空題1制定裝配工藝的核心是 。2裝配尺寸鏈的計(jì)算方法可分為 計(jì)算和反計(jì)算。3裝配尺寸鏈可以按各環(huán)的幾何特征和所處空間位置不同分為四類: 尺寸鏈、角度尺寸鏈、 尺寸鏈和空間尺寸鏈。4裝配尺寸鏈的最短路線原則是:組成環(huán)的數(shù)目等于有關(guān)零部件的數(shù)目,即“一件 ”。5裝配精度的內(nèi)容包括:相互位置精度、相對 精度、相互配合精度。 6在機(jī)器的裝配關(guān)系中,由相關(guān)零件的尺寸或相互位置關(guān)系所組成的尺寸鏈,稱為 尺寸鏈。 7在裝配工藝規(guī)程制定過程中,表明產(chǎn)品零、部件間相互裝配關(guān)系及裝配流程的示意圖稱為裝配 圖。 8任何機(jī)器都是由零件、套件、組件、部件等組成,為保證有效地進(jìn)行裝配工作,通常將機(jī)器劃分為若干能進(jìn)行獨(dú)立裝配的部分,稱為裝配 。9部件是在一個基準(zhǔn)零件上,裝上若干個 件、套件和零件構(gòu)成的,并在機(jī)器中能完成一定的、完整的功用。 10裝配精度與零件精度的關(guān)系是:機(jī)器和部件是由許多零件裝配而成,零件的精度,特別是 零件的精度直接影響相應(yīng)的裝配精度。 二、單向選擇題1選擇裝
溫馨提示
- 1. 本站所有資源如無特殊說明,都需要本地電腦安裝OFFICE2007和PDF閱讀器。圖紙軟件為CAD,CAXA,PROE,UG,SolidWorks等.壓縮文件請下載最新的WinRAR軟件解壓。
- 2. 本站的文檔不包含任何第三方提供的附件圖紙等,如果需要附件,請聯(lián)系上傳者。文件的所有權(quán)益歸上傳用戶所有。
- 3. 本站RAR壓縮包中若帶圖紙,網(wǎng)頁內(nèi)容里面會有圖紙預(yù)覽,若沒有圖紙預(yù)覽就沒有圖紙。
- 4. 未經(jīng)權(quán)益所有人同意不得將文件中的內(nèi)容挪作商業(yè)或盈利用途。
- 5. 人人文庫網(wǎng)僅提供信息存儲空間,僅對用戶上傳內(nèi)容的表現(xiàn)方式做保護(hù)處理,對用戶上傳分享的文檔內(nèi)容本身不做任何修改或編輯,并不能對任何下載內(nèi)容負(fù)責(zé)。
- 6. 下載文件中如有侵權(quán)或不適當(dāng)內(nèi)容,請與我們聯(lián)系,我們立即糾正。
- 7. 本站不保證下載資源的準(zhǔn)確性、安全性和完整性, 同時也不承擔(dān)用戶因使用這些下載資源對自己和他人造成任何形式的傷害或損失。
最新文檔
- 農(nóng)產(chǎn)品化生產(chǎn)基地建設(shè)合同
- 公司的場地租賃協(xié)議
- 業(yè)務(wù)委托外包處理合同
- 輕質(zhì)材料出租合同協(xié)議
- 造橋技術(shù)轉(zhuǎn)讓合同協(xié)議
- 更改性名協(xié)議書
- 車輛維修合同補(bǔ)充協(xié)議
- 燙傷和解協(xié)議書
- 無償捐獻(xiàn)協(xié)議書
- 服務(wù)支持協(xié)議書
- 中韓勞動法比較研究
- 大學(xué)禮儀操活動方案
- 舞蹈活動費(fèi)用方案模板
- 比賽對陣表模板
- 電子競技員技能理論考試復(fù)習(xí)題庫(含答案)
- 博物館保安服務(wù)投標(biāo)方案
- (完整版)煤礦技術(shù)員考試試題
- 思想道德與法治2023版教學(xué)設(shè)計(jì)第六章 學(xué)習(xí)法治思想 提升法治素養(yǎng)
- 冠心病抗血小板治療課件
- 電路原理-疊加定理課件
- DB50T 1429-2023 居家康復(fù)輔助器具適配服務(wù)規(guī)范
評論
0/150
提交評論