



版權說明:本文檔由用戶提供并上傳,收益歸屬內容提供方,若內容存在侵權,請進行舉報或認領
文檔簡介
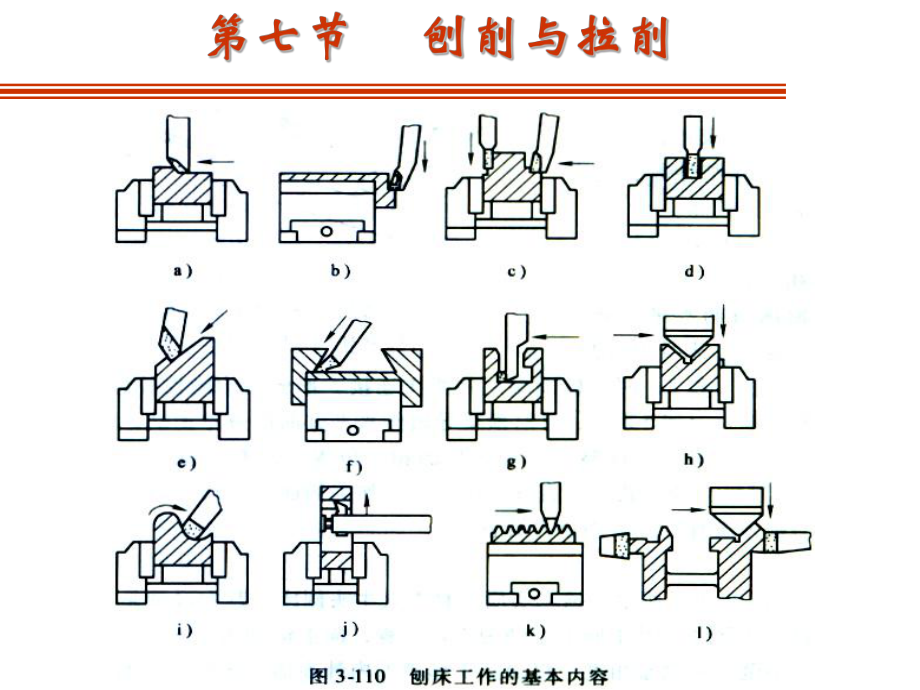
1、 一、刨削加工u刨削加工的特點刨削加工是單刃切削,主運動是直線往復運動,回程時不切削,所以生產效率較低。但刨削加工機床、刀具結構簡單、制造、安裝方便,調整容易,應用于單件小批生產較經濟。刨削加工是在刨床上利用刨刀(或工件)的直線往復運動進行切削加工的一種方法。刨削加工精度可達IT9IT8,表面粗糙度Ra可達6.31.6m,用于粗加工和半精加工。刨削加工可保證一定的相互位置精度,適于加工箱體、導軌平面。在刨床上加工窄長平面或多件工件同時加工,其生產率并不低于銑削加工。u刨床1. 牛頭刨床機床和刀具簡單,應用靈活方便。但有空行程,有沖擊,效率低。單件小批生產中加工平面、溝槽及縱向成形面。主要用來加
2、工大平面,尤其是長而窄的平面,也可加工溝槽或同時加工幾個中小型零件的平面。生產率不如銑削高,主要用于中小批生產及修理車間。 2.龍門刨床3.插床插床實質上就是立式的牛頭刨床。其加工范圍較廣,加工費用較低,但其生產率不高,對工人的要求較高。適于單件、小批生產中工件內方孔、多邊形孔或孔內鍵槽等表面的加工。常用的刨刀有平面刨刀、偏刀、角度偏刀、切刀和彎切刀 u刨刀實際生產中多用彎頭刨刀。u刨削加工方法1. 刨平面工件裝夾l小尺寸工件用平口鉗裝夾l工件較大時,用螺釘和擋塊在工作臺上裝夾(圖3-116)l靠工件上的凸臺或孔用螺栓壓板來夾緊工件(圖3-117)l對于較薄的工件,常采用撐板夾緊。(圖3-11
3、8)2. 刨垂直面3. 刨臺階面4. 刨T形槽p用切槽刀刨直槽中心切削法p用彎切刀刨削凹槽p槽口倒角寬刃精刨是在普通精刨基礎上,使用高精度的龍門刨床和寬刃精刨刀,以低速和大進給量在工件表面切去一層極薄的金屬。表面粗糙度Ra可達1.60.8m,直線度可達0.02 mm/m。 寬刃精刨主要用來代替手工刮削各種導軌平面,可使生產率提高幾倍,應用較為廣泛。5. 寬刃刨刀精刨平面刀二、拉削加工u拉削加工的特點拉刀是多刃刀具,在一次拉削行程中就能順序完成孔的粗加工、精加工和精整、光整加工工作,生產效率高。 拉削精度高,質量穩定。拉削精度一般可達IT7 IT6級,表面粗糙度一般可控制到Ra3.20.4m,拉
4、削表面的形狀、尺寸精度和表面質量主要依靠拉刀設計、制造及正確使用保證。拉削耐用度高,使用壽命長。拉刀不僅能加工圓孔,而且還可以加工成形孔,花鍵孔。拉刀是定尺寸、高精度、高生產率專用刀具,制造成本很高,所以,拉削加工只適用于批量生產,最好是大批大量生產,不適合于加工大孔。應用:拉孔常用在大批大量生產中加工孔徑為1080mm、孔深不超過孔徑5倍的中小零件上的通孔。齒升量u拉床臥式拉床臥式拉床圓孔拉削圓孔拉削壓力表壓力表液壓缸液壓缸活塞活塞拉桿拉桿隨動隨動支架支架夾夾頭頭床床身身拉拉刀刀靠靠板板工工件件滑動滑動托架托架球面支承球面支承墊圈墊圈工工件件拉拉刀刀1床身床身2液壓缸液壓缸3支承座支承座4滾柱滾柱5護送夾頭護送夾頭臥式內拉床立式拉床連續式拉床u拉刀前柄部頸部過渡錐部前導部切削部校準部后柄部后導部過渡錐圓孔拉刀的結構由下列幾個部分組成:u拉削方式分層式l同廓式l漸成式l分塊(輪切)式l綜合式擴鉸鏜桿類零件重要孔:鉆件(鏜珩磨)精鏜滾壓)鑄深孔:鏜(塑材:粗鏜鏜箱體軸承孔:尺寸較大鉆擴鉸
溫馨提示
- 1. 本站所有資源如無特殊說明,都需要本地電腦安裝OFFICE2007和PDF閱讀器。圖紙軟件為CAD,CAXA,PROE,UG,SolidWorks等.壓縮文件請下載最新的WinRAR軟件解壓。
- 2. 本站的文檔不包含任何第三方提供的附件圖紙等,如果需要附件,請聯系上傳者。文件的所有權益歸上傳用戶所有。
- 3. 本站RAR壓縮包中若帶圖紙,網頁內容里面會有圖紙預覽,若沒有圖紙預覽就沒有圖紙。
- 4. 未經權益所有人同意不得將文件中的內容挪作商業或盈利用途。
- 5. 人人文庫網僅提供信息存儲空間,僅對用戶上傳內容的表現方式做保護處理,對用戶上傳分享的文檔內容本身不做任何修改或編輯,并不能對任何下載內容負責。
- 6. 下載文件中如有侵權或不適當內容,請與我們聯系,我們立即糾正。
- 7. 本站不保證下載資源的準確性、安全性和完整性, 同時也不承擔用戶因使用這些下載資源對自己和他人造成任何形式的傷害或損失。
最新文檔
- 2025-2030中國浴霸行業發展趨勢與投資戰略研究報告
- 2025-2030中國注塑行業市場深度調研及前景趨勢與投資研究報告
- 2025-2030中國河道治理工程行業市場現狀供需分析及投資評估規劃分析研究報告
- 2024年圖書管理員考試的趨勢分析試題及答案
- 2025年初級會計師考試知識點提煉技巧試題及答案
- 2025-2030中國汽輪機行業市場發展趨勢與前景展望戰略研究報告
- 2024年架構考試知識點結構分析試題及答案
- 心理咨詢師考試中的創新咨詢方式試題及答案
- 2025年公共衛生醫師考試的收獲與總結試題及答案
- 2025年稅務師考試復習方法試題及答案
- 《上海市奉賢區小區機動車停放管理工作調查報告》4300字
- 申請結婚報告表實用文檔
- 《廣東省普通高中學生檔案》模板
- 高職院校與區域經濟協調發展研究
- 紀念五四運動100周年知識競賽試題題庫與答案
- YY/T 1492-2016心肺轉流系統表面涂層產品通用要求
- YS/T 1028.3-2015磷酸鐵鋰化學分析方法第3部分:磷量的測定磷鉬酸喹啉稱量法
- JJF 1104-2003國家計量檢定系統表編寫規則
- GB/T 665-2007化學試劑五水合硫酸銅(Ⅱ)(硫酸銅)
- GB/T 17891-1999優質稻谷
- GA 588-2012消防產品現場檢查判定規則
評論
0/150
提交評論