



版權說明:本文檔由用戶提供并上傳,收益歸屬內容提供方,若內容存在侵權,請進行舉報或認領
文檔簡介
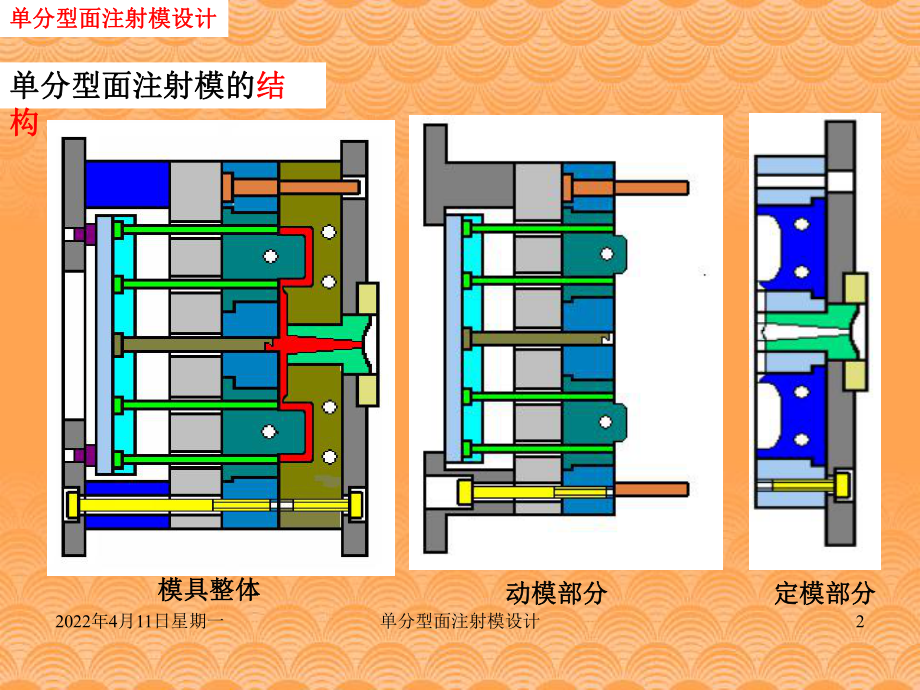
1、塑料端蓋注射模的設計塑料端蓋注射模的設計單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計2模具整體模具整體動模部分動模部分定模部分定模部分單分型面注射模的單分型面注射模的結結構構單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計3注射模的注射模的組成組成1成型零部件成型零部件 2合模導向機構合模導向機構3澆注系統澆注系統 4脫模機構脫模機構 5側向分型與抽芯機構側向分型與抽芯機構 6溫度調節系統溫度調節系統 7排氣機構排氣機構單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計4單分型面注射模的單分型面注
2、射模的工作過程工作過程單分型面注射模的單分型面注射模的工作過程工作過程為:為: 合模合模模具鎖緊模具鎖緊注射注射保壓保壓冷卻冷卻開模開模推出塑件推出塑件單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計5單分型面注射模的設計步驟單分型面注射模的設計步驟設計任務書:設計任務書: 塑件的圖紙及成型技術要求,塑件的生產塑件的圖紙及成型技術要求,塑件的生產綱領(數量)及現有生產條件(注射機)。綱領(數量)及現有生產條件(注射機)。設計過程:設計過程: 1.設計前的準備工作設計前的準備工作 2.塑件成形工藝卡塑件成形工藝卡 3.注射模具結構的設計步驟注射模具結構的設計步驟
3、4.注射模具的審核注射模具的審核單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計61.設計前的準備工作設計前的準備工作 1)熟悉塑件:塑件的幾何形狀、塑件的使用要熟悉塑件:塑件的幾何形狀、塑件的使用要求、塑件原料的特性;求、塑件原料的特性; 2)檢查塑件的成型工藝性;檢查塑件的成型工藝性; 3)明確現有注射機的型號和規格(若沒有應查明確現有注射機的型號和規格(若沒有應查手冊選用);手冊選用);2.填寫注射成形工藝卡填寫注射成形工藝卡單分型面注射模的設計步驟單分型面注射模的設計步驟單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計73
4、.注射模具結構的設計步驟注射模具結構的設計步驟 1)確定型腔的數目確定型腔的數目 2)選擇分型面選擇分型面 3)確定型腔的布置形式確定型腔的布置形式 4)確定澆注系統確定澆注系統 5)確定脫模方式確定脫模方式 6)確定調溫系統的結構確定調溫系統的結構 7)確定凹模和型芯的固定方式確定凹模和型芯的固定方式 8)確定排氣形式確定排氣形式 9)決定注射模的主要尺寸決定注射模的主要尺寸 10)選用標準模架選用標準模架 11)繪制模具的結構草圖繪制模具的結構草圖 12)校核模具與注射機有關尺寸校核模具與注射機有關尺寸 單分型面注射模的設計步驟單分型面注射模的設計步驟單分型面注射模設計單分型面注射模設計2
5、022年4月11日星期一單分型面注射模設計8設計任務:設計圖示端蓋塑件的注射模具。設計任務:設計圖示端蓋塑件的注射模具。單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計94.注射模具的審核注射模具的審核 1)基本結構方面的審核基本結構方面的審核 2)設計圖紙方面的審核設計圖紙方面的審核 3)注射模設計質量方面的審核注射模設計質量方面的審核 4)裝拆及搬運條件方面的審核裝拆及搬運條件方面的審核單分型面注射模的設計步驟單分型面注射模的設計步驟單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計10設計已知條件設計已知條件產品名稱:端蓋產品
6、名稱:端蓋產品材料:產品材料:ABSABS產品數量:大批量生產產品數量:大批量生產塑件尺寸:塑件尺寸:( (圖示圖示) )塑件重量:塑件重量:7 g7 g塑件體積:塑件體積:6.69cm6.69cm3 33.14x(3.5/2)2x2.53.14x(3.1/2)2x2.36.69cm2塑件成型投影面積:塑件成型投影面積:9.62cm2.要求塑件表面外觀光滑,質量較好。要求塑件表面外觀光滑,質量較好。單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計11設計任務:設計圖示端蓋塑件的注射模具。設計任務:設計圖示端蓋塑件的注射模具。塑件的結構特點:塑件的結構特點: 端蓋
7、塑件的結構簡單,尺端蓋塑件的結構簡單,尺寸適中,屬薄壁殼體塑件。為寸適中,屬薄壁殼體塑件。為提高生產率可采用多型腔;塑提高生產率可采用多型腔;塑件側向沒有孔和槽,模具不需件側向沒有孔和槽,模具不需要設計側分型與抽芯機構。要設計側分型與抽芯機構。 根據端蓋塑件的特征,選用澆注系統為側澆口根據端蓋塑件的特征,選用澆注系統為側澆口的的單分型面多型腔注射模單分型面多型腔注射模。采用。采用側澆口側澆口基本不影響基本不影響塑件外觀。塑件外觀。單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計12常用塑料的工藝參數常用塑料的工藝參數單分型面注射模設計單分型面注射模設計2022年
8、4月11日星期一單分型面注射模設計13ABS塑料的特性塑料的特性 1 1、ABSABS塑料的材料特性塑料的材料特性 ABSABS是一種新型工程塑料。具有綜合的優良性能是一種新型工程塑料。具有綜合的優良性能( (堅固、堅堅固、堅韌、堅硬韌、堅硬) ),價格便宜,原料易得,是目前產量最大、應用最,價格便宜,原料易得,是目前產量最大、應用最廣的一種工程塑料。廣的一種工程塑料。 ABSABS是微黃色或白色不透明粒料,無毒、是微黃色或白色不透明粒料,無毒、無味。無味。 ABSABS由三種成分組成,具有良好的綜合力學性能。在機械由三種成分組成,具有良好的綜合力學性能。在機械性能方面,性能方面,ABSABS
9、具有質硬、堅韌、剛性好。有一定化學穩定性具有質硬、堅韌、剛性好。有一定化學穩定性和良好的介電性能。它還有很好的成型加工性能以及能與其他和良好的介電性能。它還有很好的成型加工性能以及能與其他塑料和橡膠相混熔的特點。塑料和橡膠相混熔的特點。ABSABS塑料的表面可以電鍍。塑料的表面可以電鍍。 ABSABS樹脂的缺點是耐熱性不高,耐低溫性不好,而且不耐樹脂的缺點是耐熱性不高,耐低溫性不好,而且不耐燃、不透明,耐氣候性不好,特別是耐紫外線性能不好。燃、不透明,耐氣候性不好,特別是耐紫外線性能不好。單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計14ABS塑料的特性塑料的
10、特性 2 2、ABSABS塑料的成型特性塑料的成型特性 1)1)、使用、使用ABSABS塑料成型塑件時,由于溶體的黏度值較高,塑料成型塑件時,由于溶體的黏度值較高,注射成形的壓力值高,所以塑件對型芯的包緊力較大,為便注射成形的壓力值高,所以塑件對型芯的包緊力較大,為便脫模,塑件應采用較大的脫模斜度;脫模,塑件應采用較大的脫模斜度; 2)2)、ABSABS塑料的溶體黏度高,制品易產生熔接痕,設計塑料的溶體黏度高,制品易產生熔接痕,設計模具時應減少澆注系統對料流的阻力,流道長度短一些;模具時應減少澆注系統對料流的阻力,流道長度短一些; 3)3)、ABSABS塑料吸濕性強,易吸水,成型前應進行干燥處
11、塑料吸濕性強,易吸水,成型前應進行干燥處理;理; 4)4)、在正常成型條件下,、在正常成型條件下,ABSABS塑件的尺寸穩定性好。塑件的尺寸穩定性好。單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計153、ABS塑料的成型工藝參數塑料的成型工藝參數 單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計164、注射機的選用:、注射機的選用: 選用的方法:選用的方法: 1、使用現有設備、使用現有設備 2、根據每次成型件數安滿足最大注射量、鎖、根據每次成型件數安滿足最大注射量、鎖模力、經濟性等要求選擇合適的注射機。模力、經濟性等要求選擇合適
12、的注射機。單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計17注射量為注射量為60cm3的柱塞式塑料注射成型機。的柱塞式塑料注射成型機。XS-Z-60型注射機型注射機 常用注射機常用注射機單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計18XS-Z-60型注射機的主要參數:型注射機的主要參數: 額定注射量額定注射量 60cm3 注射壓力注射壓力 122MPa鎖鎖 模模 力力 500KN最大成型面積最大成型面積130cm2最大開模行程最大開模行程180mm最大模具厚度最大模具厚度 200mm最小模具厚度最小模具厚度 70mm噴嘴圓弧
13、半徑噴嘴圓弧半徑 12mm噴嘴孔直徑噴嘴孔直徑 4mm模板尺寸模板尺寸330mm X 440mm拉桿空間拉桿空間190mm X 300mm定位孔直徑:定位孔直徑:55+0.06注射機的頂出方式:注射機的頂出方式: 機械式頂桿頂出。機械式頂桿頂出。 單根頂桿設在模板中心。單根頂桿設在模板中心。模板面上螺紋孔模板面上螺紋孔M12 X 25共共24個個單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計19注射量為注射量為125cm3的螺桿式塑料注射成型機。的螺桿式塑料注射成型機。XS-ZY-125型注射機型注射機 常用注射機常用注射機單分型面注射模設計單分型面注射模設計
14、2022年4月11日星期一單分型面注射模設計20XS-ZY-125型注射機的主要參數:型注射機的主要參數: 額定注射量額定注射量 125cm3 注射壓力注射壓力 120MPa鎖鎖 模模 力力 900KN最大成型面積最大成型面積320cm2最大開模行程最大開模行程300mm最大模具厚度最大模具厚度 300mm最小模具厚度最小模具厚度200mm噴嘴圓弧半徑噴嘴圓弧半徑 12mm噴嘴孔直徑噴嘴孔直徑 4mm模板尺寸模板尺寸428mm X 528mm拉桿空間拉桿空間260mm X 290mm定位孔直徑:定位孔直徑:100+0.054注射機的頂出方式:注射機的頂出方式: 機械式頂桿頂出。機械式頂桿頂出。
15、 兩根頂桿設在兩側。兩根頂桿設在兩側。模板面上螺紋孔模板面上螺紋孔M16 X 25共共36個個單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計21注射機的選用注射機的選用 1)、最大注射量的校核)、最大注射量的校核2)、注射壓力的校核)、注射壓力的校核3)、鎖模力的校核)、鎖模力的校核4)、最大注射成型面積的校核)、最大注射成型面積的校核 根據塑件的大小和實際中常用的注射根據塑件的大小和實際中常用的注射機,注射端蓋塑件選用機,注射端蓋塑件選用XS-YZ-125型螺桿型螺桿式注射機。式注射機。當上面四方面校核都滿足要求時,才能確定注射機選用的合適。當上面四方面校核
16、都滿足要求時,才能確定注射機選用的合適。單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計22注射機的參數校核注射機的參數校核 1)、最大注射量的校核)、最大注射量的校核 注射機的額定注射量為注射機的額定注射量為125cm3 塑件體積:塑件體積:6.69cm3,每次成型,每次成型4個塑件。個塑件。 假設澆道凝料為假設澆道凝料為20cm3。 實際注射量實際注射量6.69X4 + 20 = 46.76cm3 125 X 80% =100cm3 最大注射量滿足要求。最大注射量滿足要求。單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計23注
17、射機的參數校核注射機的參數校核 2)、注射壓力的校核)、注射壓力的校核 ABS塑料的注射壓力為塑料的注射壓力為7090MPa, 取取80MPa; SX-ZY-125注射機的注射壓力為注射機的注射壓力為 120 MPa 注射機的注射壓注射機的注射壓力滿足要求。力滿足要求。單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計24注射機的參數校核注射機的參數校核 3)、鎖模力的校核)、鎖模力的校核 注射機的鎖模力為注射機的鎖模力為 900KN; ABS塑料的注射壓力為塑料的注射壓力為7090MPa, 取取80MPa; 單個塑件在分型面上的投影面積為單個塑件在分型面上的投影
18、面積為9.62cm2; 澆道凝料為澆道凝料為20cm2; 注射時模具的膨脹力注射時模具的膨脹力 (9.62 X 4 + 20) X 80 = 468 KN 900 KN鎖模力滿足要求。鎖模力滿足要求。單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計25注射機的參數校核注射機的參數校核 4)、最大注射成型面積的校核)、最大注射成型面積的校核 SX-ZY-125注射機的最大注射成型面積為注射機的最大注射成型面積為 320cm2; 單個塑件在分型面上的投影面積為單個塑件在分型面上的投影面積為9.62cm2; 澆道凝料為澆道凝料為20cm2; 注射時模具的成型面積注射時
19、模具的成型面積 (9.62 X 4 + 20) = 58.5 cm2 320 cm2最大注射成型面積滿足要求。最大注射成型面積滿足要求。單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計265、型腔數目和分布、型腔數目和分布 確定型腔數目時要考慮的因素:確定型腔數目時要考慮的因素: 1、滿足注射機的最大注射量、滿足注射機的最大注射量 2、鎖(合)模力、鎖(合)模力 3、塑件精度、塑件精度 4、經濟性、經濟性單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計27型腔數目型腔數目n n的確定的確定 (1)(1)、按注射機的最大注射量確定型
20、腔數量。、按注射機的最大注射量確定型腔數量。Vg(mg)Vg(mg)注射機量大注射量注射機量大注射量(cm(cm3 3或或g)g),取,取125cm125cm3 3. .Vj(mj)Vj(mj)澆注系統凝料量澆注系統凝料量( (cm3或或g), g), 假設澆道凝料為假設澆道凝料為20cm20cm3 3Vz(mz)Vz(mz)單個制品的容積或質量單個制品的容積或質量( (cm3或或g),g),單個塑件為單個塑件為6.69cm6.69cm3 3. .1169. 6201258 . 0VV0.8VZjgn單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計28 型腔數目
21、型腔數目n n的確定的確定 F F 注射機的額定合模力注射機的額定合模力(N)(N)。查手冊為。查手冊為900 KN.900 KN. P Pmm塑料熔體對型腔的平均壓力塑料熔體對型腔的平均壓力 (MPa)(MPa)。取。取50 MPa50 MPa Aj Aj 澆注系統在分型面上的投影面積澆注系統在分型面上的投影面積(mm(mm2 2) )。取。取50cm50cm2 2 Az Az單個制品在分型面上的投影面積單個制品在分型面上的投影面積(mm(mm2 2) )。由計算得。由計算得9.62cm9.62cm2 2. . (2)(2)按注射機的額定合模力確定型腔數。按注射機的額定合模力確定型腔數。13
22、1062. 91050105010501090046463zmjmApApFn單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計29 型腔數目型腔數目n n的確定的確定 L塑件基本尺寸塑件基本尺寸(mm)。 塑件的尺寸公差塑件的尺寸公差(mm),為,為雙向對稱偏差標注。雙向對稱偏差標注。 S單腔模注射時塑件可能單腔模注射時塑件可能產生的尺寸誤差的百分比。產生的尺寸誤差的百分比。 (3)(3)按制品的精度要求確定型腔數按制品的精度要求確定型腔數 成型高精度制品時,型腔數不宜過多,通常推薦不超過成型高精度制品時,型腔數不宜過多,通常推薦不超過4腔,因為多腔難腔,因為多
23、腔難于使各腔的成型條件均勻一致。于使各腔的成型條件均勻一致。242500sLn單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計30 型腔數目型腔數目n n的確定的確定 Cl每一型腔所需承擔的與型腔每一型腔所需承擔的與型腔數有關的模具費用。數有關的模具費用。 N制品總件數。制品總件數。 Y每小時注射成型加工費每小時注射成型加工費 (元元h)。 T成型周期成型周期(min)。(4)(4)按經濟性確定型腔數按經濟性確定型腔數 根據總成型加工費用最小的原則,并忽略準備時間和試生產原材料費用,根據總成型加工費用最小的原則,并忽略準備時間和試生產原材料費用,僅考慮模具費和成
24、型加工費。僅考慮模具費和成型加工費。160 CNYTn 單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計31型腔數目的確定型腔數目的確定 由于塑件的形狀簡單,由于塑件的形狀簡單,重量較輕,且生產批量大,重量較輕,且生產批量大,所以應使用多型腔模具。所以應使用多型腔模具。綜合分析本設計采用綜合分析本設計采用一模一模四腔、平衡布置四腔、平衡布置。這樣模。這樣模具的尺寸較小,生產率高,具的尺寸較小,生產率高,塑件質量可靠,成本較低。塑件質量可靠,成本較低。單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計32注射模的設計注射模的設計6、選
25、擇分型面、選擇分型面 塑件的分型面應塑件的分型面應位于截面尺寸最大的部位于截面尺寸最大的部位,本實例中塑件的分位,本實例中塑件的分型面選取如圖所示。這型面選取如圖所示。這樣選取的塑件的外表面樣選取的塑件的外表面可以在整體的定模型腔可以在整體的定模型腔內成型,表面質量好,內成型,表面質量好,而且塑件脫模方便。而且塑件脫模方便。 分型面分型面單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計337、確定型腔和型芯的結構形式、確定型腔和型芯的結構形式 型腔、型芯可分別有整體式和組合式兩種形式。型腔、型芯可分別有整體式和組合式兩種形式。 由于塑件的結構由于塑件的結構簡單,
26、型腔加工容簡單,型腔加工容易,所以選用整體易,所以選用整體式型腔和組合式型式型腔和組合式型芯。在定模板上直芯。在定模板上直接加工型腔。接加工型腔。組合式型芯組合式型芯整體式型腔整體式型腔注射模的設計注射模的設計單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計34確定型腔和型芯的結構形式確定型腔和型芯的結構形式 1) 型腔型腔的結構采用整體式型腔的結構采用整體式型腔 型腔型腔注射模的設計注射模的設計單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計35確定型腔和型芯的結構形式確定型腔和型芯的結構形式 2) 型芯型芯的結構采用組合式型芯
27、的結構采用組合式型芯 動模板動模板型芯型芯注射模的設計注射模的設計單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計363)確定型腔和型芯的尺寸確定型腔和型芯的尺寸ABS的收縮率在的收縮率在0.30.8%,取,取0.5% 。 、型腔的直徑、型腔的直徑 Lm 、型腔的深度、型腔的深度 Hm 、型芯的直徑、型芯的直徑 lm 、型芯的高度、型芯的高度 hm 注射模的設計注射模的設計單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計373)確定型腔和型芯的尺寸確定型腔和型芯的尺寸(1)型腔徑向尺寸)型腔徑向尺寸ABS塑件的精度一般為塑件的精度
28、一般為4級,模具最大磨損量取塑級,模具最大磨損量取塑件公差的件公差的1/6;模具的制造公差;模具的制造公差z=/30.08mm;取;取x=0.75, ABS塑料的收縮率在塑料的收縮率在0.30.8%,取,取0.5% 。08.0008.000098.3426.075.035%)5 .01 ()1 (zzxLSLsM注射模的設計注射模的設計單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計383)確定型腔和型芯的尺寸確定型腔和型芯的尺寸(2)型腔深度)型腔深度塑件高度尺寸塑件高度尺寸25mm的公差值為的公差值為0.24mm,模具最大,模具最大磨損量取塑件公差的磨損量取
29、塑件公差的1/6;模具的制造公差;模具的制造公差z=/30.08mm;取;取x=0.5。 08.0008.000001.2524.05.025%)5.01()1(zzxHSHsM注射模的設計注射模的設計單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計393)確定型腔和型芯的尺寸確定型腔和型芯的尺寸 (3)型芯徑向尺寸)型芯徑向尺寸模具最大磨損量取塑件公差的模具最大磨損量取塑件公差的1/6;模具的制造公;模具的制造公差差z=/30.08mm;取;取x=0.75。 ABS的收縮率為的收縮率為0.30.8%,取,取0.5% 。008.0008.00035.3126.0
30、75.031%)5 .01 ()1 (zzxlSlsM注射模的設計注射模的設計單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計403)確定型腔和型芯的尺寸確定型腔和型芯的尺寸 (4)型芯高度)型芯高度模具最大磨損量取塑件公差的模具最大磨損量取塑件公差的1/6;模具的制造;模具的制造公差公差z=/30.08mm;取;取x=0.5。 ABS塑料的收縮率塑料的收縮率為為0.30.8%,取平均收縮率為,取平均收縮率為0.5% 。 008.0008.00024.2324.05 .023%)5 .01 ()1 (zzxhShsM注射模的設計注射模的設計單分型面注射模設計單分
31、型面注射模設計2022年4月11日星期一單分型面注射模設計41 塑件采用側澆口成型,其澆塑件采用側澆口成型,其澆注系統如圖所示。側澆口寬度注系統如圖所示。側澆口寬度b=2mm,深度為,深度為t=0.5mm,長,長度度l=1mm。 分流道采用梯形截面流道,分流道采用梯形截面流道,梯形大底邊寬度梯形大底邊寬度b=6mm,梯形,梯形高度高度h=4mm,側面斜角,側面斜角=8。 主流道為圓錐形,上部直徑主流道為圓錐形,上部直徑與注射機噴嘴相配合,下部直與注射機噴嘴相配合,下部直徑徑6mm。8、澆注系統設計、澆注系統設計單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計42
32、組成澆注系統的零件有:組成澆注系統的零件有: 澆口套澆口套 定位圈定位圈 拉料桿拉料桿 定模板定模板澆注系統的組成部分:澆注系統的組成部分: 主流道主流道 分流道分流道 澆澆 口口 冷料穴冷料穴8、澆注系統設計、澆注系統設計單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計43澆注系統零件的設計澆注系統零件的設計 澆口套的結構。使用澆口套的結構。使用XSZY125注射機時定位孔直注射機時定位孔直徑為徑為100mm,與澆口套下部尺寸相差較大,所以選用定,與澆口套下部尺寸相差較大,所以選用定位圈與澆口套分離的結構。位圈與澆口套分離的結構。 注射模的設計注射模的設計單分
33、型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計44澆注系統零件的設計澆注系統零件的設計 1)、)、 澆口套的設計。澆口套的設計。 XSZY125注射機的注注射機的注射部分噴嘴球頭半徑為射部分噴嘴球頭半徑為12mm,噴嘴直徑為,噴嘴直徑為4mm。注射模的設計注射模的設計澆口套的結構澆口套的結構單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計45澆注系統零件的設計澆注系統零件的設計 1)、)、 澆口套的設計。澆口套的設計。注射模的設計注射模的設計澆口套凹球面半徑取澆口套凹球面半徑取14mm,深,深度取度取5mm。澆口套進料口直徑取澆口套
34、進料口直徑取5mm,出料,出料口直徑取口直徑取8mm。澆口套外徑取澆口套外徑取40mm。澆口套的材料選澆口套的材料選T10A碳素工具碳素工具鋼,淬火處理鋼,淬火處理HRC50-55單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計46澆注系統零件的設計澆注系統零件的設計 1)、)、 澆口套的設計。澆口套的設計。注射模的設計注射模的設計單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計47澆注系統零件的設計澆注系統零件的設計 2)、)、 定位圈的設計。定位圈的設計。 XSZY125注射機注射機的固定模板上定位孔直徑為的固定模板上定位孔直
35、徑為100mm。注射模的設計注射模的設計定位圈的結構定位圈的結構單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計48注射模的設計注射模的設計澆注系統零件的設計澆注系統零件的設計 2)、)、 定位圈的設計。定位圈的設計。 定位圈的外徑取定位圈的外徑取100mm,厚度厚度15mm。定位圈的固定使用定位圈的固定使用M6內六內六角螺釘。角螺釘。定位圈的材料選用普通碳素定位圈的材料選用普通碳素結構鋼結構鋼A3,不需熱處理。,不需熱處理。單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計49注射模的設計注射模的設計澆注系統零件的設計澆注系統零件
36、的設計 2)、)、 定位圈的設計定位圈的設計 定位圈定位圈單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計50澆注系統零件的設計澆注系統零件的設計 3)、)、 拉料桿的設計。拉料桿的設計。 澆口套出料口直徑為澆口套出料口直徑為8mm,取拉料桿的直徑與出料口相取拉料桿的直徑與出料口相等等8mm。拉料桿上部選用鉤。拉料桿上部選用鉤頭(頭(Z字形)形結構。字形)形結構。注射模的設計注射模的設計拉料桿的結構拉料桿的結構單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計51拉料桿的設計:拉料桿的設計: 材料選用材料選用45#鋼,淬火處鋼,淬火
37、處理理HRC4045,表面粗糙度,表面粗糙度Ra1.6。 與動模板的配合與動模板的配合H8/f8 外徑尺寸取外徑尺寸取8mm拉料桿的設計拉料桿的設計 單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計52注射模的設計注射模的設計4)澆注系統的主流道)澆注系統的主流道 主流道由澆口套形成主流道由澆口套形成主流道上端直徑為主流道上端直徑為5mm,下端直徑取下端直徑取8mm,高度為,高度為60mm,錐角錐角3。單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計53注射模的設計注射模的設計5)澆注系統的分流道)澆注系統的分流道 分流道由定模板
38、形成,分流道的截面形狀常選分流道由定模板形成,分流道的截面形狀常選用梯形或用梯形或U形,但考慮便于加工選半圓形,一級分流形,但考慮便于加工選半圓形,一級分流道半徑取道半徑取4mm,二級分流道半徑取,二級分流道半徑取3mm。 圓形圓形 梯形梯形 U形形 半圓形半圓形 矩形矩形單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計54注射模的設計注射模的設計5)澆注系統的分流道)澆注系統的分流道 分流道在定模板分流道在定模板上銑削加工形成。上銑削加工形成。 圓形圓形 梯形梯形 U形形 半圓形半圓形 矩形矩形一級分流道一級分流道二級分流道二級分流道單分型面注射模設計單分型面
39、注射模設計2022年4月11日星期一單分型面注射模設計55注射模的設計注射模的設計6)澆注系統的澆口)澆注系統的澆口 澆口共有十種形式,澆口共有十種形式,按照塑件的結構特點選按照塑件的結構特點選用標準側澆口,形狀為用標準側澆口,形狀為矩形。矩形。 側澆口寬度側澆口寬度b=2mm, 深度為深度為t=0.5mm, 長度長度l=1mm。單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計56注射模的設計注射模的設計6)澆注系統的澆口)澆注系統的澆口 單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計57注射模的設計注射模的設計7)澆注系統的冷
40、料穴)澆注系統的冷料穴 冷料穴冷料穴單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計58推出機構的形式推出機構的形式 注射模的推出機構有注射模的推出機構有推桿、推管、推板三種推桿、推管、推板三種形式。形式。 由于塑件形狀簡單為由于塑件形狀簡單為圓柱形外殼,所以采用圓柱形外殼,所以采用普通推出機構中的普通推出機構中的推桿推桿推出方式推出方式。每個制件用。每個制件用三根頂桿頂出,其結構三根頂桿頂出,其結構簡單,推出可靠簡單,推出可靠 。9 9、推出機構的設計、推出機構的設計單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計59推桿脫模方
41、式推桿脫模方式 推桿推出機構推桿推出機構 組成注射模的推桿推組成注射模的推桿推出機構的零件有:出機構的零件有: 推桿推桿 復位桿復位桿 推板導柱推板導柱 推板導套推板導套 推板推板 推桿固定板推桿固定板 固定螺釘固定螺釘 支承釘支承釘注射模的設計注射模的設計單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計60推桿推出機構零件的設計推桿推出機構零件的設計 1)、推桿)、推桿 注射模的設計注射模的設計單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計61推桿推出機構零件的設計推桿推出機構零件的設計 1)、推桿)、推桿 注射模的設計注射模
42、的設計 推桿的直徑選推桿的直徑選6mm,采用圓柱形結,采用圓柱形結構,長度由模板厚度和塑件的推出距離構,長度由模板厚度和塑件的推出距離決定,取決定,取105mm。 推桿材料選用優質碳素結構鋼推桿材料選用優質碳素結構鋼45號鋼,號鋼,淬火處理,低溫回火,淬火處理,低溫回火,HRC45-50,表面表面粗糙度粗糙度Ra1.6,與型芯的配合為間隙配合,與型芯的配合為間隙配合H8/g7。單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計62推桿推出機構零件的設計推桿推出機構零件的設計 2)、復位桿)、復位桿 注射模的設計注射模的設計單分型面注射模設計單分型面注射模設計202
43、2年4月11日星期一單分型面注射模設計63推桿推出機構零件的設計推桿推出機構零件的設計 2)、復位桿)、復位桿 注射模的設計注射模的設計 復位桿的直徑選復位桿的直徑選8mm,采用圓柱形,采用圓柱形結構,長度由模板厚度和塑件的推出距結構,長度由模板厚度和塑件的推出距離決定,取離決定,取105mm。 推桿材料選用優質碳素結構鋼推桿材料選用優質碳素結構鋼45號鋼,號鋼,淬火處理,低溫回火,淬火處理,低溫回火,HRC45-50,表面表面粗糙度粗糙度Ra1.6,與動模板的配合為間隙配,與動模板的配合為間隙配合合H8/f8。單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計6
44、4推桿推出機構零件的設計推桿推出機構零件的設計 3)、推板導套)、推板導套 注射模的設計注射模的設計材料選用碳素工具鋼材料選用碳素工具鋼T8A淬火處理淬火處理HRC4548。單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計65推桿脫模方式推桿脫模方式 推桿推出機構零件推桿推出機構零件的設計的設計 4) 推板導柱推板導柱 注射模的設計注射模的設計材料選擇:材料選擇: 碳素工具鋼碳素工具鋼T8A 熱處理為淬火處熱處理為淬火處理硬度理硬度HRC52-55單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計66推桿推出機構零件的設計推桿推出機
45、構零件的設計 5)推板)推板 注射模的設計注射模的設計推桿脫模方式推桿脫模方式 單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計67推桿推出機構零件的設計推桿推出機構零件的設計 5)推板)推板 注射模的設計注射模的設計 推板的結構如圖所示,長、寬、厚分別推板的結構如圖所示,長、寬、厚分別160、180、15mm為采用普通碳素結構鋼為采用普通碳素結構鋼Q235。單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計68推桿脫模方式推桿脫模方式 推桿推出機構零件的設計推桿推出機構零件的設計 6)推桿固定板)推桿固定板 注射模的設計注射模的設
46、計單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計69推桿推出機構零件的設計推桿推出機構零件的設計 6)推桿固定板)推桿固定板 注射模的設計注射模的設計 推桿固定板的結構如圖所示,長、寬、厚與推板相同,推桿固定板的結構如圖所示,長、寬、厚與推板相同,分別為分別為160、180、15mm,采用普通碳素結構鋼,采用普通碳素結構鋼Q235。單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計70推桿脫模方式推桿脫模方式 推桿推出機構零件的設推桿推出機構零件的設計計 7) 固定螺釘固定螺釘 注射模的設計注射模的設計選用選用M6內六角螺釘,內六
47、角螺釘,長度為長度為20mm。單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計71推桿推出機構零件的設計推桿推出機構零件的設計 8)支承釘)支承釘 注射模的設計注射模的設計 支承釘工作部分的直徑為支承釘工作部分的直徑為20mm,高度為高度為10mm。下面。下面直徑直徑12mm,材料選用,材料選用45號鋼,調質處理號鋼,調質處理HB270-290。單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計72選用標準模架應設計的內容:選用標準模架應設計的內容: 1)、選擇標準模架型號;、選擇標準模架型號; 2)、確定模架的長度和寬度;、確定模
48、架的長度和寬度; 3)、確定模架的厚度,并使、確定模架的厚度,并使之與注射機要求的最大、最之與注射機要求的最大、最小模具厚度適應。小模具厚度適應。 4)、設計動定模板和座板。、設計動定模板和座板。1010、注射模標準模架的設計、注射模標準模架的設計單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計73 1)1)、選擇標準模架型號;、選擇標準模架型號; 中小型模架國家標準有四中小型模架國家標準有四種基本型的結構。因為采用整種基本型的結構。因為采用整體式型腔和組合式型芯,所以體式型腔和組合式型芯,所以選用選用A2型標準模架。型標準模架。1010、注射模標準模架的設計、
49、注射模標準模架的設計A1A3A4A2單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計741010、注射模標準模架的設計、注射模標準模架的設計 2)、模架主要尺寸確定的原則、模架主要尺寸確定的原則 模架的長、寬取決于型腔、型芯、導柱及模架的長、寬取決于型腔、型芯、導柱及 推出機推出機構的位置,以各零件不干涉為原則。確定模架的長度構的位置,以各零件不干涉為原則。確定模架的長度和寬度,應以設計動模板為基準。和寬度,應以設計動模板為基準。單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計751010、注射模標準模架的設計、注射模標準模架的設
50、計 3)、動模板的設計(分析動模板上安裝的零件和位置)、動模板的設計(分析動模板上安裝的零件和位置) 板上安裝板上安裝的零件:的零件:型芯型芯拉料桿拉料桿推桿推桿復位桿復位桿導柱導柱緊固螺釘緊固螺釘定位銷定位銷單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計761010、注射模標準模架的設計、注射模標準模架的設計 3)、動模板的設計、動模板的設計 單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計771010、注射模標準模架的設計、注射模標準模架的設計 3)、動模板的設計、動模板的設計 單分型面注射模設計單分型面注射模設計2022年
51、4月11日星期一單分型面注射模設計781010、注射模標準模架的設計、注射模標準模架的設計 4)、確定模架的長度和寬度,應以動模板為基準設計。、確定模架的長度和寬度,應以動模板為基準設計。 模具的長度確定為模具的長度確定為280mm,寬度確定為,寬度確定為200mm。單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計791010、注射模標準模架的設計、注射模標準模架的設計 4)、確定模架的長度和寬度。、確定模架的長度和寬度。 模具的長度確定為模具的長度確定為280mm,寬度確定為,寬度確定為200mm。 模具的長度為座模具的長度為座板的長度,在動模板板的長度,在動
52、模板長度的基礎上兩側各長度的基礎上兩側各加上壓板空間尺寸加上壓板空間尺寸20mm。即:即:240+40=280mm 模具寬度與動模模具寬度與動模板一致(板一致(200mm)。)。單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計801010、注射模標準模架的設計、注射模標準模架的設計 5)、確定模架的厚、確定模架的厚度,并使之與注射度,并使之與注射機要求的最大、最機要求的最大、最小模具厚度適應。小模具厚度適應。 XS-ZY-125注塑機要求:注塑機要求: 最大模具厚度最大模具厚度300mm 最小模具厚度最小模具厚度200mm 單分型面注射模設計單分型面注射模設計2
53、022年4月11日星期一單分型面注射模設計811010、注射模標準模架的設計、注射模標準模架的設計5)、確定模架的厚度、確定模架的厚度XS-ZY-125注塑機要求:注塑機要求:最大模具厚度最大模具厚度300mm最小模具厚度最小模具厚度200mm HminH=220mmHmax 模具厚度滿足注射機要求。模具厚度滿足注射機要求。模具厚度確定模具厚度確定為為 H=220mm單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計821010、注射模標準模架的設計、注射模標準模架的設計6)、設計定模板、設計定模板單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分
54、型面注射模設計831010、注射模標準模架的設計、注射模標準模架的設計6)、設計定模板、設計定模板定模板的設計尺寸為:定模板的設計尺寸為: 280 200 40 mm. 材料為優質碳素結構鋼材料為優質碳素結構鋼45#淬火處理中溫回火淬火處理中溫回火HRC45-50。單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計841010、注射模標準模架的設計、注射模標準模架的設計7)、設計定模座板、設計定模座板單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計851010、注射模標準模架的設計、注射模標準模架的設計7)、設計定模座板、設計定模座
55、板單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計861010、注射模標準模架的設計、注射模標準模架的設計8)、設計動模墊板、設計動模墊板動模墊板設計尺寸為:動模墊板設計尺寸為:240 200 30 mm. 材料為材料為Q235鋼。鋼。單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計871010、注射模標準模架的設計、注射模標準模架的設計8)、設計動模墊板、設計動模墊板動模墊板設計尺寸為:動模墊板設計尺寸為:240 X 200 X 30 mm. 材料為材料為Q235鋼。鋼。單分型面注射模設計單分型面注射模設計2022年4月11日星
56、期一單分型面注射模設計881010、注射模標準模架的設計、注射模標準模架的設計9)、設計動模墊塊、設計動模墊塊動模墊塊設計尺寸為:動模墊塊設計尺寸為:200 X 30 X 70 mm. 材料為材料為Q235鋼。鋼。單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計891010、注射模標準模架的設計、注射模標準模架的設計9)、設計動模墊塊、設計動模墊塊動模墊塊設計尺寸為:動模墊塊設計尺寸為:200 X 30 X 70 mm. 材料為材料為Q235鋼。鋼。單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計901010、注射模標準模架的設計
57、、注射模標準模架的設計10)、設計動模座板、設計動模座板單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計911010、注射模標準模架的設計、注射模標準模架的設計10)、設計動座板。、設計動座板。動模座板設計尺寸為:動模座板設計尺寸為:280 X 200 X 25 mm. 材料為材料為Q235鋼。鋼。單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計921010、注射模標準模架的設計、注射模標準模架的設計11)、選擇動模部分和定模部分的緊固螺釘、選擇動模部分和定模部分的緊固螺釘緊固螺釘緊固螺釘定模部分的緊固螺釘選用定模部分的緊固螺釘選
58、用M1240的內六角螺釘,的內六角螺釘,共共8個。個。動模部分的緊固螺釘選用動模部分的緊固螺釘選用M12130的內六角螺釘,的內六角螺釘,共共6個;另外個;另外M1240的內的內六角螺釘六角螺釘2個個 。單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計931010、注射模標準模架的設計、注射模標準模架的設計11)、選擇動模部分和定模部分的緊固螺釘、選擇動模部分和定模部分的緊固螺釘定模部分的緊固螺釘選用定模部分的緊固螺釘選用M1240的內六角螺釘。的內六角螺釘。動模部分的緊固螺釘選用動模部分的緊固螺釘選用M12130的內六角螺釘。的內六角螺釘。單分型面注射模設計單
59、分型面注射模設計2022年4月11日星期一單分型面注射模設計941010、注射模標準模架的設計、注射模標準模架的設計12)、選擇動模部分和定模部分的定位銷、選擇動模部分和定模部分的定位銷 動、定模部分都是有兩動、定模部分都是有兩塊以上模板組成,安裝時,塊以上模板組成,安裝時,為了保證模板間的位置正確,為了保證模板間的位置正確,應使用定位銷定位。選用直應使用定位銷定位。選用直徑為徑為10mm的圓柱銷。的圓柱銷。定模部分:圓柱銷定模部分:圓柱銷1040動模部分:圓柱銷動模部分:圓柱銷10140單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計951111、注射模導向機
60、構的設計、注射模導向機構的設計1)、導向機構的組成、導向機構的組成導柱導柱導套導套相關零件:相關零件: 定模座板、定模板、定模座板、定模板、動模板、動模墊板。動模板、動模墊板。單分型面注射模設計單分型面注射模設計2022年4月11日星期一單分型面注射模設計961111、注射模導向機構的設計、注射模導向機構的設計2)、導柱的設計、導柱的設計選用階梯型導柱,導向部分直徑選用階梯型導柱,導向部分直徑25mm,高度高度35mm,倒角高度倒角高度5mm。材料選用碳素工具鋼材料選用碳素工具鋼T8A,淬火處理淬火處理HRC4548。表面粗糙度。表面粗糙度Ra0.8。單分型面注射模設計單分型面注射模設計202
溫馨提示
- 1. 本站所有資源如無特殊說明,都需要本地電腦安裝OFFICE2007和PDF閱讀器。圖紙軟件為CAD,CAXA,PROE,UG,SolidWorks等.壓縮文件請下載最新的WinRAR軟件解壓。
- 2. 本站的文檔不包含任何第三方提供的附件圖紙等,如果需要附件,請聯系上傳者。文件的所有權益歸上傳用戶所有。
- 3. 本站RAR壓縮包中若帶圖紙,網頁內容里面會有圖紙預覽,若沒有圖紙預覽就沒有圖紙。
- 4. 未經權益所有人同意不得將文件中的內容挪作商業或盈利用途。
- 5. 人人文庫網僅提供信息存儲空間,僅對用戶上傳內容的表現方式做保護處理,對用戶上傳分享的文檔內容本身不做任何修改或編輯,并不能對任何下載內容負責。
- 6. 下載文件中如有侵權或不適當內容,請與我們聯系,我們立即糾正。
- 7. 本站不保證下載資源的準確性、安全性和完整性, 同時也不承擔用戶因使用這些下載資源對自己和他人造成任何形式的傷害或損失。
最新文檔
- 【正版授權】 ISO/IEC TS 33062:2025 EN Information technology - Process assessment - Process assessment model for quantitative processes to support higher levels of process capability in
- 【正版授權】 ISO 9038:2025 EN Determination of sustained combustibility of liquids
- 【正版授權】 ISO 8600-1:2025 EN Endoscopes - Medical endoscopes and endotherapy devices - Part 1: General requirements
- 【正版授權】 ISO 7012-3:2025 EN Paints and varnishes - Determination of preservatives in water-dilutable coating materials - Part 3: Determination of in-can isothiazolinones with LC-UV a
- 【正版授權】 ISO 16363:2025 EN Space data and information transfer systems - Audit and certification of trustworthy digital repositories
- 【正版授權】 ISO 14721:2025 EN Space Data System Practices - Reference model for an open archival information system (OAIS)
- 【正版授權】 IEC 60335-2-34:2024 EXV-CMV EN Household and similar electrical appliances - Safety - Part 2-34: Particular requirements for motor-compressors
- 2025年6月6日全國愛眼日宣傳活動方案
- 小學生種植綜合實踐課程
- 護理核心制度培訓
- 2024年河南應用技術職業學院單招職業適應性測試題庫必考題
- 專用車輛安全管理制度罐式容器
- 2024年河南師范大學附中中招二模英語試卷含答案
- 第22課 現代科技革命和產業發展(教學設計)-【中職專用】《世界歷史》同步課堂(高教版2023?基礎模塊)
- 婦科分級護理標準
- 山東省青島市城陽區2023-2024學年八年級下學期期中考試語文試題
- 武漢大學介紹PPT
- 廣西桂林市國龍外國語學校2022-2023學年下學期期中考試八年級數學試題+
- 《雷鋒的故事》試題和答案
- 新各種疾病門診病歷范文(通用十二篇)
- 露天煤礦水文地質類型劃分報告編制細則
評論
0/150
提交評論