



版權說明:本文檔由用戶提供并上傳,收益歸屬內容提供方,若內容存在侵權,請進行舉報或認領
文檔簡介
1、泰州東聯化工有限公司泰州濱江項目管道試壓方案編制:審核:HSE :批準:中國化學工程第十四建設有限公司二零一三年H一月二十五日第一章編制目的及依據 錯. 誤 !未定義書簽。第二章試壓原則、程序錯. 誤 ! 未定義書簽。第三章勞動力計劃及試壓用材 錯. 誤 !未定義書簽。第四章試壓盲板計算及參數 錯. 誤 !未定義書簽。第五章管道強度試驗 錯. 誤 !未定義書簽。第六章質量保證措施 錯. 誤 !未定義書簽。第七章HSE 技術措施 錯. 誤 !未定義書簽。第一章 編制目的及依據編制說明* 項目,由 * 公司投資, * 公司承擔重油罐區(一、二)及輸煤泵棚的施工任務。目前,管道安裝工作已經接近尾聲,
2、在進行管道試壓前,必須進行合理分段,選取斷開點,制定合理的壓力試驗措施,按期保質完成試壓任務。具體的試壓包清單見附件一;可能根據現場條件拆分或者合并若干試壓包,應以最終試壓時為準。編制依據工業金屬管道工程施工及驗收規范(GB50235-2010)現場設備工業管道焊接工程施工及驗收規范(GB50236-98)石油化工劇毒、可燃介質管道工程施工及驗收規范( SH3501-2001)工業金屬管道工程質量檢驗評定標準(GB50184-93)壓力管道安全管理與監察規定勞動部( 1996) 140 號施工現場安全生產保證體系(DGJ08-903-2003)壓力管道規范工業管道( GB/)第二章 試壓原則、
3、程序試壓原則及程序管道安裝完畢, 應按設計規定對管道進行強度及嚴密性試驗, 管道的壓力試驗按試壓包要求進行。試壓前檢查檢查內容有:( 1)管道試壓、吹掃前所有管道安裝完成并按照流程逐一核實確認。( 2)需試壓的管道無損檢測記錄,熱處理記錄齊全且經過復核確認。( 3)現場的三查四定工作已經完成,管道的管托及支架已按設計要求安裝固定,現場隔離、安保工作落實到位。( 4 )所有閥門已經試壓合格,安全閥調校合格,試壓使用的壓力表已經過校驗、檢定,同一壓力系統的管道在試驗前應準備多于兩塊且精度不低于級的壓力表,試壓用的臨時接管的焊接接頭在必要時須經無損檢測合格。5)不能參與吹掃、試壓的設備接口已經斷開,
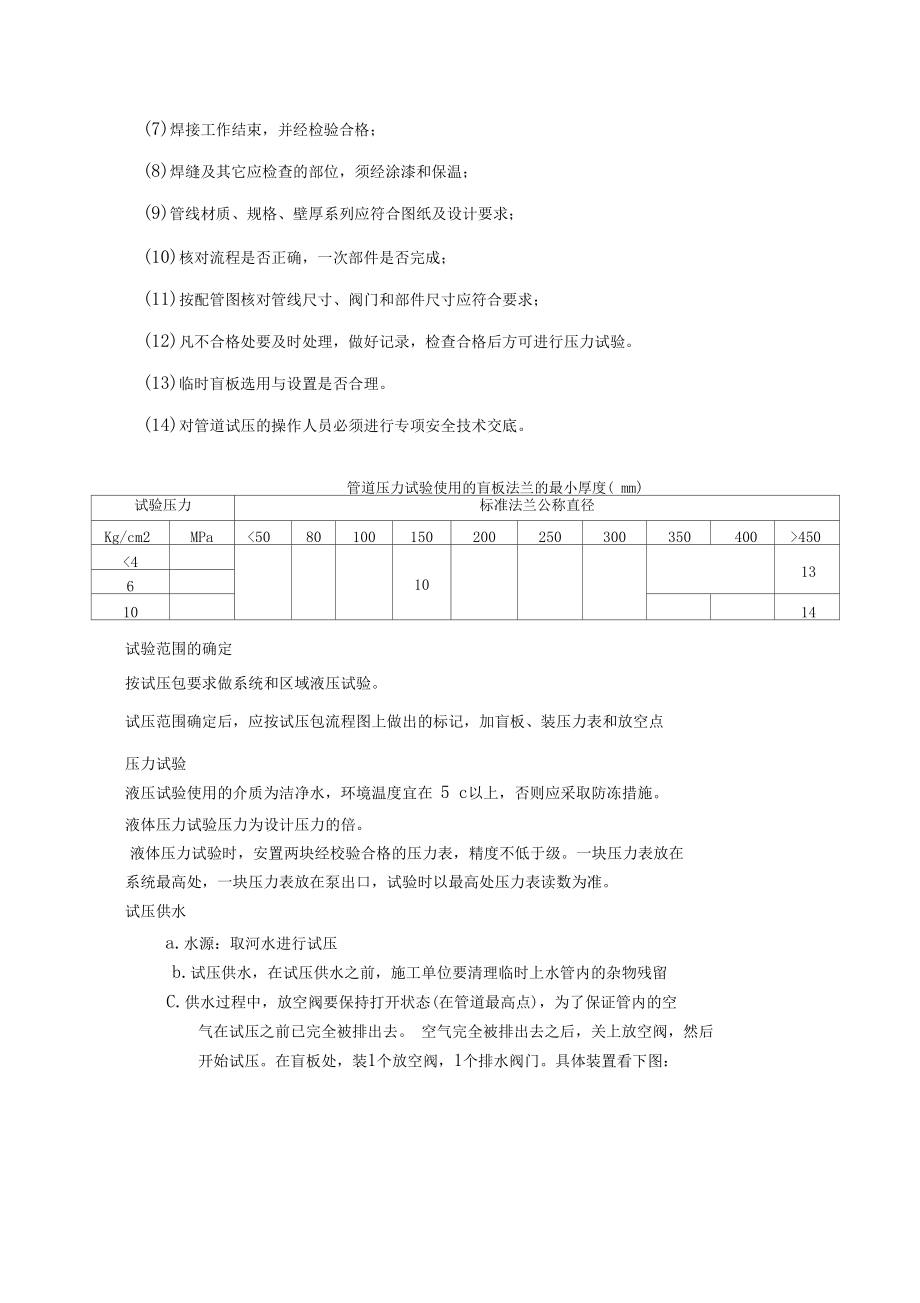
4、加裝盲板的位置已經加裝到位, 對于需要保護的設備及儀表已采取了保護和隔離措施。(6)管道系統施工完畢,符合設計及有關規范的要求;(7)焊接工作結束,并經檢驗合格;(8)焊縫及其它應檢查的部位,須經涂漆和保溫;(9)管線材質、規格、壁厚系列應符合圖紙及設計要求;(10)核對流程是否正確,一次部件是否完成;(11)按配管圖核對管線尺寸、閥門和部件尺寸應符合要求;(12)凡不合格處要及時處理,做好記錄,檢查合格后方可進行壓力試驗。(13)臨時盲板選用與設置是否合理。(14)對管道試壓的操作人員必須進行專項安全技術交底。管道壓力試驗使用的盲板法蘭的最小厚度( mm)試驗壓力標準法蘭公稱直徑Kg/cm2
5、MPa<5080100150200250300350400>450<4101361014試驗范圍的確定按試壓包要求做系統和區域液壓試驗。試壓范圍確定后,應按試壓包流程圖上做出的標記,加盲板、裝壓力表和放空點壓力試驗液壓試驗使用的介質為潔凈水,環境溫度宜在 5 c以上,否則應采取防凍措施。液體壓力試驗壓力為設計壓力的倍。液體壓力試驗時,安置兩塊經校驗合格的壓力表,精度不低于級。一塊壓力表放在 系統最高處,一塊壓力表放在泵出口,試驗時以最高處壓力表讀數為準。試壓供水a.水源:取河水進行試壓b.試壓供水,在試壓供水之前,施工單位要清理臨時上水管內的雜物殘留C.供水過程中,放空閥要保
6、持打開狀態(在管道最高點),為了保證管內的空 氣在試壓之前已完全被排出去。 空氣完全被排出去之后,關上放空閥,然后 開始試壓。在盲板處,裝1個放空閥,1個排水閥門。具體裝置看下圖:應分級緩慢升壓,達到試驗壓力后,停壓 10min,然后緩慢降至設計壓力,壓力降至設計壓力時停壓30min.,以不降壓、無泄漏、無滲漏、目測無變形為合格。試驗過程中若有泄漏,不得帶壓修理。缺陷消除后應重新試驗。在把管內的水完全排 出來之后才可以處理缺陷。缺陷消除后應重新試驗 .管道系統試驗合格后,應緩慢降壓,頂部放空閥打開,試驗介質排放到指定地點。試壓后,用水泵排水。管道系統試壓完畢,應及時準備系統吹洗工作。管道試壓合
7、格后,應在系統低點處將管內積水排放,然后再進行系統復位。試壓程序見圖1圖1管道壓力試壓程序試壓前應按管線試壓流程圖對施工班組進行技術交底和安全交底。試壓壓力表設置不得少于2塊,試壓泵出口設置1塊,系統高處或遠處必須設置1塊 系統較大時,應在相應的高處、遠處設置若干,系統試壓壓力應以最高點的壓力為準; 系統較小且不好安裝壓力表時, 經總承包單位及監理單位同意時可只在試壓泵出口設置1 塊壓力表。檢查試壓系統內所有閥門是否滿足系統試壓壓力要求, 保證試壓壓力不得超過閥門的公稱壓力及管道附件的承受能力;試壓前共檢由相關工程師及本公司相關人員對已經安裝完成, 具備試壓條件的管線系統進行共檢,共檢包括以下
8、內容:核對管線是否按管道軸線安裝平面圖施工,材質、規格、壁厚系列是否符合圖紙要求,所有焊接焊縫均符合相關規定。核對加設的試壓臨時盲板是否正確、 齊全, 是否滿足試壓要求, 試壓措施是否安全可靠。進水與泄壓排放. 1 管道系統試壓合格后,應開啟系統放水管線高點放空閥,對管道系統緩慢進行泄壓或排放,直至泄壓排放完畢。.2 管道系統試壓合格后進行泄壓排水時,必須先開啟管道系統復位放空閥,然后進行排水。試壓壓力值見附表5。管道試壓系統的復位管道試壓系統試壓合格后, 應將臨時管道和臨時設施拆除, 并逐一核定后, 對不允許參加試壓的拆除件進行復位。泄壓完成后,當將管內積水排放。.試壓的簽字確認對試壓合格的
9、管段及系統,各方人員應及時共同簽字確認,詳細表格見表6;試壓記錄應及時整理,并交相關部門確認;試壓應按規定的順序進行, 對個別不能隨系統試壓的管線, 應單獨進行試壓并及時簽字確認;第三章 勞動力計劃及試壓用材人員計劃序號工種人數1項目經理12施工經理13總工程師14技術貝25質量員16安全員17管工58輔工109電焊工210起重111電工1表2:勞動力計劃施工機具及試壓所需手段用料序號名稱規格、型號單位數量備注1電動試壓泵25MPa臺12壓力表0MPa塊43壓力表06 MPa塊44截止閥DN25個95截止閥DN25個96鋼板12mmM277鋼板14mmM268鋼板16mmM229無縫鋼管()3
10、2m32010無縫鋼管50m50011石棉板M2612梅花、開口扳手17 27套10每種13專用液壓扳手套2第四章 試壓盲板計算及參數試壓盲板計算按鋼制壓力容器GB151進行計算,盲板厚度公式計算如下:6 min=DG x,KPc/(rt(|)6 min一盲板計算厚度(mm)Dg 墊片壓緊力作用中心圓直徑(mm)Pc設計壓力(MPa)K-結構特征系數小一焊接接頭系數(rt在試驗溫度下材料的許用應力(MPa)盲板厚度參照表(mm)序( MPa)管徑(ID?12 H23"34 H46"58"610"712"814"4558916"
11、;501018"1120"第五章管道強度試驗試壓工作流程圖壓力試驗液壓強度試驗1) 試驗前注水時盡量排盡空氣,環境溫度不宜低于 5 度。2) 管道的水壓試驗按設計壓力的倍進行壓力試驗,試驗時先緩慢升壓,首先升至試驗壓力的50進行檢查,如無泄漏及異常現象,繼續按試驗壓力的10逐級升壓,直至試驗壓力。每一級穩壓10 分鐘,達到試驗壓力后穩壓10 分鐘,以無泄漏,無壓降,目測無變形為合格。3) 強度試驗合格后,將試驗壓力降至設計壓力,穩壓30min 并檢查,以無壓降、無滲漏為合格。4) 試壓合格后打開高點放空閥和低點排凈閥,排液時應防止形成負壓,并不得隨意排放,應就近排入地溝。5
12、)液壓試驗曲線圖管道系統試壓分類詳見試壓包中的系統分類,清單見附頁。第六章質量保證措施成立試壓質量體系,以專門協調試壓中的問題,確保試壓計劃順利進行,見圖 2.圖2 :質量管理體系嚴格按照試壓質量控制點進行報驗,控制點等級如下表1所示:質量控制點控制內容等級備注管道試壓條件確認焊接、熱處理、探傷完成;試壓方案批準;壓力表校驗完成B管道試壓試壓壓力、升壓速度、保壓時間、管道焊口耐壓情況、試壓臺帳A表1:質量控制點備注:B級控制點由監理專業工程師共檢。嚴格執行工序交接制度,確保管線試壓前已按圖紙及規范施工完畢;試壓時各方人員應及時參加試壓前、后的確認檢查;參加試壓人員,應熟悉試壓操作規程,嚴格按規
13、定、規程操作;特別對需要加固的管道,應在充水前加設臨時支撐;試壓中,每一級升壓時負責試壓人員都要對試壓管段進行全面自檢;要嚴格工藝操作紀律,試壓工作專人負責,參加試壓人員必須聽從指揮,認真操作;盲板加設時應注意安全,不得壓壞墊片、密封面等;現場文明施工,杜絕事故發生。班組電焊機要成行,焊把線、氣焊帶要放置整齊,邊角料、廢料要堆放至指定地點。每天下班前,施工現場要清理干凈。HSE體系第七章HSE技術措施項目經理:* *施工經理:* * *HSE經理技術負責人:* * *施工班組管道壓力試驗屬于危險性較大的施工作業, 對于本工程來說更是重中之重,為保 證安全按期完成試壓任務,在進行壓力試驗過程中必
14、須嚴格按照國家規范、 法律法規 要求進行操作,具體要求如下:(1)試壓開始前,項目部組織相關人員對試壓過程中可能產生的風險因素進行調查和識別,采用分析討論會的形式針對試壓的各道工序、作業場所進行風險識別,并制定切實可行的安全保證措施。( 2) 操作人員進入施工現場前必須詳細了解試壓方案, 并由項目部技術負責人、HSE 經理對所有參加人員進行安全技術交底, 在交底后將雙方簽字的交底記錄交由生產、技術和安全管理部門分別存檔備案。( 3) 壓所需的各類儀表必需經國家檢定機構檢驗合格方可使用;試壓用空壓機需經監理核查質保性能手續并備案, 試壓時空壓機站位于安全位置, 并張貼安全操作規程、驗收掛牌,由固
15、定專人持證上崗和操作管理。( 4) 系統進行壓力試驗時所有更換的墊片、 螺栓要仔細檢查是否符合設計要求;對于拆卸的儀表、 電動閥要統一堆放, 統一保管; 對于忌油設備及材料需進行專門防護。( 5) 試壓操作人員必須正確佩戴安全帽、安全帶等勞保防護用品,對2m 以上的作業安全帶必須掛牢后方可作業,安全帶必須高掛低用。( 6) 道進行加壓、穩壓時必須由專人統一指揮,嚴禁互相串崗,試壓區內的試壓操作人員、 檢漏消缺人員必須每組至少配備一臺對講機; 閥門的操作必須掛牌標識, 泄壓時泄壓區域周圍禁止站人, 盲板封閉和壓力釋放方向禁止施工人員正對進行操作。( 7) 試壓時嚴格按照試壓方案所要求的安全距離設置隔離區, 并張貼警戒標志,拉好警戒線, 試壓期間試壓現場須設專人進行監護, 安全距離內的各通道口在試壓期間也必須派專人負責把守,嚴禁無關人員進入。( 8) 目部成立試壓安全領導小組,其成員名單在試壓實施前進行落實,并且現場張貼進行監督對照。( 9) 部領導和HSE部門負責人必須指定專人對方案的實施情況進行現場監督和按規定進行監測,發現不按照方案組織施工,應當要求其立即整改,發現有危及人身安全的緊急情況,應當立即組織撤離。( 10) 之前應由項目經理部組織包括 HSE部門人員參加的試壓安全條件的驗收,按照安全評價機構提出的安全對策措施及建議的整改結果進行驗收,檢查事故應急預
溫馨提示
- 1. 本站所有資源如無特殊說明,都需要本地電腦安裝OFFICE2007和PDF閱讀器。圖紙軟件為CAD,CAXA,PROE,UG,SolidWorks等.壓縮文件請下載最新的WinRAR軟件解壓。
- 2. 本站的文檔不包含任何第三方提供的附件圖紙等,如果需要附件,請聯系上傳者。文件的所有權益歸上傳用戶所有。
- 3. 本站RAR壓縮包中若帶圖紙,網頁內容里面會有圖紙預覽,若沒有圖紙預覽就沒有圖紙。
- 4. 未經權益所有人同意不得將文件中的內容挪作商業或盈利用途。
- 5. 人人文庫網僅提供信息存儲空間,僅對用戶上傳內容的表現方式做保護處理,對用戶上傳分享的文檔內容本身不做任何修改或編輯,并不能對任何下載內容負責。
- 6. 下載文件中如有侵權或不適當內容,請與我們聯系,我們立即糾正。
- 7. 本站不保證下載資源的準確性、安全性和完整性, 同時也不承擔用戶因使用這些下載資源對自己和他人造成任何形式的傷害或損失。
最新文檔
- 太湖創意職業技術學院《東方管理學》2023-2024學年第二學期期末試卷
- 2025關于城鎮醫療服務合同范本
- 2025至2031年中國大空間智能主動滅火裝置行業投資前景及策略咨詢研究報告
- 山西教育主題館施工方案
- 2025至2031年中國PS印刷版行業投資前景及策略咨詢研究報告
- 2025至2030年中國附油封型直線運動球軸承數據監測研究報告
- 2025至2030年中國跳接線數據監測研究報告
- 春季婚宴預訂方案范本
- 鋼結構外墻維修施工方案
- 拆除混凝土硬化施工方案
- 物資設備管理試題及答案
- 車間生產追溯管理制度
- 2025年稅務師考試知識回顧試題及答案
- 2025年CFA特許金融分析師考試全真模擬試題與解析
- 眼科急救知識培訓課件
- 留置胃管技術操作
- 第三單元 走向整體的世界 單元測試A卷基礎夯實含答案 2024-2025學年統編版高中歷史中外歷史綱要下冊
- 圍手術期病人安全管理
- 物理跨學科實踐:制作微型密度計+課件2024-2025學年人教版物理八年級下冊
- 泵房基坑開挖專項施工方案
- 幼兒園安全制度
評論
0/150
提交評論