



版權(quán)說明:本文檔由用戶提供并上傳,收益歸屬內(nèi)容提供方,若內(nèi)容存在侵權(quán),請進(jìn)行舉報或認(rèn)領(lǐng)
文檔簡介
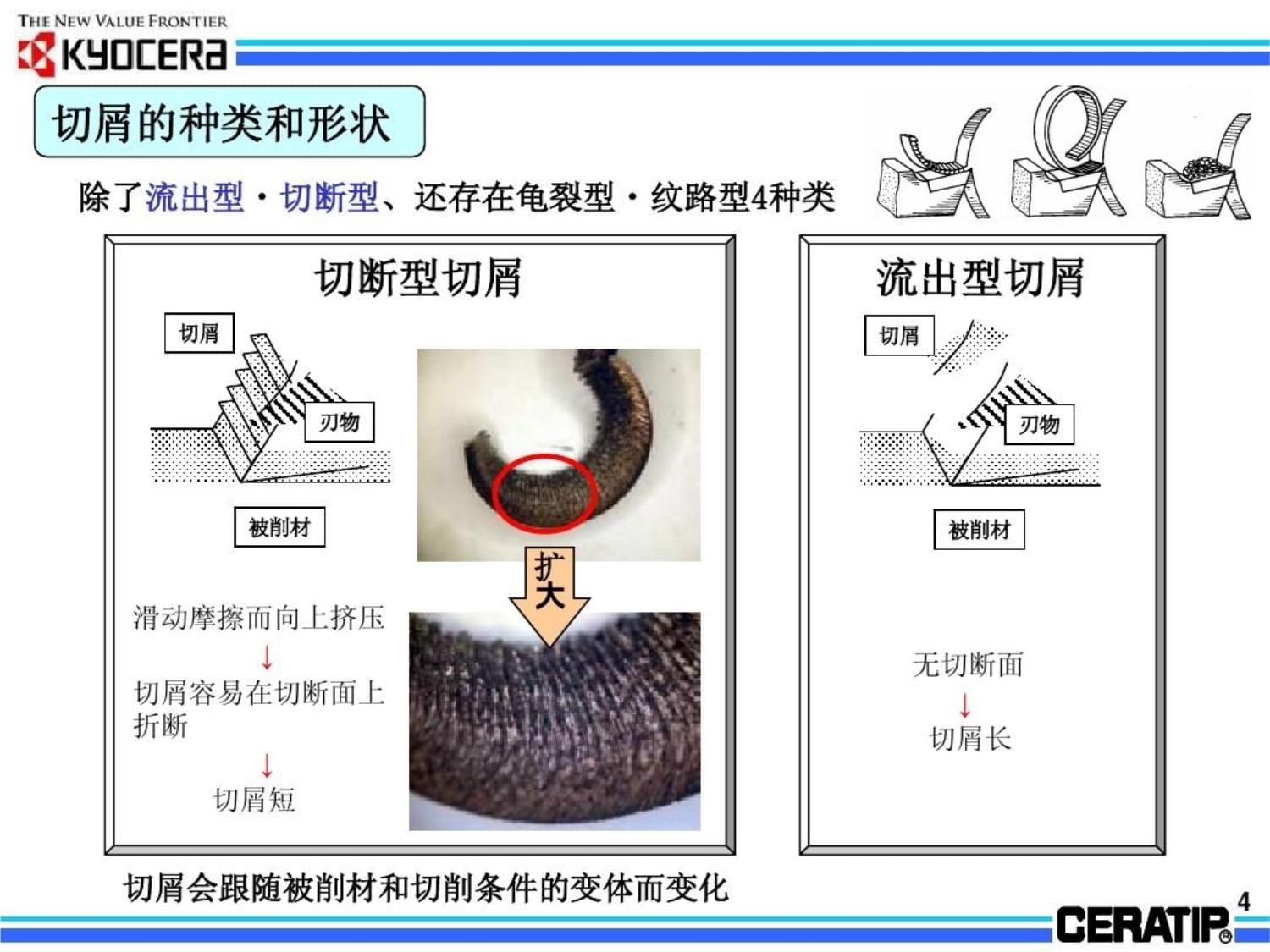
THENEWVALUEFRONTIERKyOCERa京瓷刀具提高切削性能篇京瓷(天津)商貿(mào)有限公司CERATIPiTHENEWVALUEFRONTIER<KYOCERa通過工藝改善,提高切削性能◆變更走刀路徑,改善切屑處理內(nèi),外圓車削時的切屑處理改善切槽過程中的切屑處理改善◆提高表面光潔度對策實(shí)例◆刀具壽命提高對策實(shí)例◆銑削過程中切削性能改善◆通過非標(biāo)提案改善切削性能※今天圍繞這些內(nèi)容進(jìn)行說明。GERATIPTHENEWVALUEFRONTIER匚教材:PKyOCERa切屑處理的重要性切屑雖然是產(chǎn)品中不需要的部分,但它是影響生產(chǎn)性的重要要素切屑對生產(chǎn)性的影響機(jī)器開動率不良率刀具壽命切屑纏繞導(dǎo)致機(jī)器開動率低下切屑損壞加工面切屑纏繞導(dǎo)致刀片破損產(chǎn)品不良率提高要實(shí)現(xiàn)高效率加工必須對鐵屑進(jìn)行有效控制ERATIPATHENEWVALUEFRONTIER<KYOCERa切屑的種類和形狀除了流出型·切斷型、還存在龜裂型·紋路型4種類切斷型切屑流出型切屑刃屑被削材被肖材滑動摩擦而向上擠壓大無切斷面切屑容易在切斷面上切屑長切屑短切屑會跟隨被削材和切削條件的變體而變化CERATIPiTHENEWVALUEFRONTIER匚教材P<KYOCERa切削條件對切屑的影響刀片損壞·切削速度…軟鋼的場合、切屑在低速領(lǐng)域呈切淅型在高速領(lǐng)域呈流出型進(jìn)給量∴…進(jìn)給量越低,切屑厚度越薄進(jìn)給量越高,切屑厚度越厚切深切深越小,切屑寬度越小切深越大,切屑寬度越寬速度(顏色提高切屑處理的對策(基本對策)切深選擇適當(dāng)?shù)臄嘈疾厶岣哌M(jìn)給減小R(r)降低切削速度使橫切刃角接近0具粗加工用re=12體中精加工用f音02例精加工用狀選擇適合工件材質(zhì)|提高進(jìn)給量,增加如果變小、切通過降低切削速度可鐵屬的寬度變小并屑容易切斷厚度大鐵屑容化,容易切斷(流出易切斷。CERATIPPTHENEWVALUEFRONTIER匚教材:PKyOCERa通過改善走刀方式來改善切屑處理①端面加工拉引→押下避免寬而薄的切屑發(fā)生CNMG120408HOCNMGI20408HQ0.5mmSCM435初入角:5向上拉引向下押ve=200m/min,ap=0.5m,f=0.25mm/revCNMG120408HQ,DRY,SCM435CERAIPTHENEWVALUEFRONTIER<kYOCERA通過改善走刀方式來改善切屑處理②殘留圈發(fā)生的結(jié)構(gòu)進(jìn)行外徑通透加工時,容易在外圓上產(chǎn)生殘留圈。切深接近為0時,薄薄的切屑被切成殘留圈。通常意義上的良好切屑因工件變細(xì)而發(fā)生變形、不能形成切屑?xì)埩羧Πl(fā)生CERATIPiTHENEWVALUEFRONTIER<KYOCERa殘留圈對策在結(jié)束點(diǎn)變更加工方向CNG120190X(NMG120408C0mOmmin200mmpOmmdn=2.0mm0.15mmSCM415SCM41rDnlDve=200m/min,p=2.0mm,f=0.15mm/revCNMG120408CQ,DRY,SCM415HERAlP°THENEWVALUEFRONTIERKyOCERa通過改善走刀方式來改善切屑處理③·毛刺消除對策通常的加工方法1工程2工程端面精加工外圓精加工從精加工位置開始,追加工0.05mm倒角推薦的加工方法1工程2工程端面精加工外王CeRAl9THENEWVALUEFRONTIER匚教材:P11KyOCERa通過改善走刀方式來改善切屑處理④·內(nèi)徑加工時的切屑排出性改善通過拉引加工、提高切屑的排出順暢性下押加工切屑容易堆積在內(nèi)徑里側(cè)切屑排
溫馨提示
- 1. 本站所有資源如無特殊說明,都需要本地電腦安裝OFFICE2007和PDF閱讀器。圖紙軟件為CAD,CAXA,PROE,UG,SolidWorks等.壓縮文件請下載最新的WinRAR軟件解壓。
- 2. 本站的文檔不包含任何第三方提供的附件圖紙等,如果需要附件,請聯(lián)系上傳者。文件的所有權(quán)益歸上傳用戶所有。
- 3. 本站RAR壓縮包中若帶圖紙,網(wǎng)頁內(nèi)容里面會有圖紙預(yù)覽,若沒有圖紙預(yù)覽就沒有圖紙。
- 4. 未經(jīng)權(quán)益所有人同意不得將文件中的內(nèi)容挪作商業(yè)或盈利用途。
- 5. 人人文庫網(wǎng)僅提供信息存儲空間,僅對用戶上傳內(nèi)容的表現(xiàn)方式做保護(hù)處理,對用戶上傳分享的文檔內(nèi)容本身不做任何修改或編輯,并不能對任何下載內(nèi)容負(fù)責(zé)。
- 6. 下載文件中如有侵權(quán)或不適當(dāng)內(nèi)容,請與我們聯(lián)系,我們立即糾正。
- 7. 本站不保證下載資源的準(zhǔn)確性、安全性和完整性, 同時也不承擔(dān)用戶因使用這些下載資源對自己和他人造成任何形式的傷害或損失。
最新文檔
- 2025年四川成都九洲迪飛科技有限責(zé)任公司招聘筆試參考題庫附帶答案詳解
- 2025年中國輕紡城市場開發(fā)經(jīng)營集團(tuán)有限公司招聘筆試參考題庫含答案解析
- 上海崇明縣公開招聘社區(qū)工作者筆試帶答案2024年
- 2025年浙江余姚市電影發(fā)行放映有限責(zé)任公司招聘筆試參考題庫含答案解析
- 2025年浙江臺州溫嶺市科技創(chuàng)業(yè)發(fā)展有限公司招聘筆試參考題庫含答案解析
- 2024年北京門頭溝區(qū)事業(yè)單位招聘考試真題答案解析
- 江西省上饒市2025年九年級下冊道德與法治一模檢測(含答案)
- 中小企業(yè)會計信息披露的研究
- 施工現(xiàn)場臨時用電巡查記錄表-箱內(nèi)張貼
- 2025經(jīng)偵知識產(chǎn)權(quán)宣傳周活動總結(jié)(4篇)
- 2025山東省港口集團(tuán)有限公司招聘183人筆試參考題庫附帶答案詳解
- 2025青桐鳴高三4月大聯(lián)考數(shù)學(xué)試題及答案
- 2025年上海房屋租賃合同模板
- 初級會計師考試歷年真題試題及答案
- 水利部珠江水利委員會所屬事業(yè)單位招聘筆試真題2024
- 甘肅省2025年甘肅高三月考試卷(四4月)(甘肅二診)(英語試題+答案)
- 2025年河南建筑職業(yè)技術(shù)學(xué)院高職單招語文2019-2024歷年真題考點(diǎn)試卷含答案解析
- 真需求-打開商業(yè)世界的萬能鑰匙
- 2025屆湖北省武漢市高考數(shù)學(xué)一模試卷含解析
- 河北省縣市鄉(xiāng)鎮(zhèn)衛(wèi)生院社區(qū)衛(wèi)生服務(wù)中心基本公共衛(wèi)生服務(wù)醫(yī)療機(jī)構(gòu)名單目錄地址2415家
- 儀表著陸系統(tǒng)
評論
0/150
提交評論