



版權(quán)說(shuō)明:本文檔由用戶提供并上傳,收益歸屬內(nèi)容提供方,若內(nèi)容存在侵權(quán),請(qǐng)進(jìn)行舉報(bào)或認(rèn)領(lǐng)
文檔簡(jiǎn)介
1、.第6篇 鋼結(jié)構(gòu)工程7 二氧化碳?xì)怏w保護(hù)焊適用范圍:本工藝適用于鋼結(jié)構(gòu)制作與安裝二氧化碳?xì)怏w保護(hù)焊焊接工藝。工藝規(guī)定了一般低碳鋼、普通低合金鋼的二氧化碳?xì)怏w保護(hù)焊的基本要求。凡各工程的工藝中無(wú)特殊要求的結(jié)構(gòu)件的二氧化碳?xì)怏w保護(hù)焊均應(yīng)按本工藝規(guī)定執(zhí)行。7.1材料要求7.1.1 鋼材及焊接材料應(yīng)按施工圖的要求選用,其性能和質(zhì)量必須符合國(guó)家標(biāo)準(zhǔn)和行業(yè)標(biāo)準(zhǔn)的規(guī)定,并應(yīng)具有質(zhì)量證明書或檢驗(yàn)報(bào)告。如果用其他鋼材和焊材代換時(shí),須經(jīng)設(shè)計(jì)單位同意,并按相應(yīng)工藝文件施焊。7.1.2 焊絲。 焊絲成份應(yīng)與母材成份相近,主要考慮碳當(dāng)量含量,它應(yīng)具有良好的焊接工藝性能。焊絲含C量一般要求<0.11%。其表面一般有
2、鍍銅等防銹措施。目前我國(guó)常用的CO2氣體保護(hù)焊焊絲是H08Mn2SiA,其化學(xué)成分見(jiàn)GB1300-77(表8-1)。它適用于焊接低碳鋼和抗拉強(qiáng)度為500MPa級(jí)的低合金結(jié)構(gòu)鋼。H08Mn2SiA焊絲熔敷金屬的機(jī)械性能詳見(jiàn)GB8110-87二氧化碳?xì)怏w保護(hù)焊用焊絲。7.1.3 CO2氣體純度不低于99.5%,含水量和含氧量不超過(guò)0.1%,氣路系統(tǒng)中應(yīng)設(shè)置干燥器和預(yù)熱裝置。當(dāng)壓力低于10個(gè)大氣壓時(shí),不得繼續(xù)使用。7.1.4 焊件坡口形式的選擇要考慮在施焊和坡口加工可能的條件下,盡量減小焊接變形,節(jié)省焊材,提高勞動(dòng)生產(chǎn)率,降低成本。一般主要根據(jù)板厚選擇(見(jiàn)氣焊、手工電弧焊及氣體保護(hù)焊焊縫坡口的基本形
3、式與尺寸GB985-88)。7.1.5 不同板厚的鋼板對(duì)接接頭的兩板厚度差(d-d1)不超過(guò)表7.1.5規(guī)定時(shí),則焊縫坡口的基本形式與尺寸按較厚板的尺寸數(shù)據(jù)來(lái)選擇;否則應(yīng)在厚板上作出如表中圖示的單面a)或雙面削薄b),其削薄長(zhǎng)度L3(d-d1)。 表7.1.5較薄板厚度d1(mm)255991212允許厚度差(d-d1)(mm)1234 7.2主要機(jī)具7.2.1焊接用主要機(jī)具有:電動(dòng)空壓機(jī)、柴油發(fā)電機(jī)、CO2焊機(jī)、焊接滾輪架。7.2.2工廠加工檢驗(yàn)設(shè)備、儀器、工具有:超聲波探傷儀、數(shù)字溫度儀、數(shù)字鉗形電流表、溫濕度儀、焊縫檢驗(yàn)尺、磁粉探傷儀、游標(biāo)卡尺、鋼卷尺。7.3作業(yè)條件7.3.1焊接區(qū)應(yīng)保
4、持干燥、不得有油、銹和其它污物。7.3.2當(dāng)焊接區(qū)風(fēng)速過(guò)大而影響焊接質(zhì)量時(shí),應(yīng)采用擋風(fēng)裝置。對(duì)焊接現(xiàn)場(chǎng)進(jìn)行有效防護(hù)后方可開(kāi)始焊接。7.3.3施焊前打開(kāi)氣瓶高壓閥,將預(yù)熱器打開(kāi),預(yù)熱1015分鐘,預(yù)熱后打開(kāi)低壓閥,調(diào)到所需氣體流量后焊接。7.3.4直徑不大于1.2mm時(shí),二氧化碳?xì)怏w流量一般為615L/min為宜。當(dāng)選用大電流焊時(shí),焊速提高,室外焊及仰焊時(shí),應(yīng)采用較大氣體流量。7.3.5為保證焊接過(guò)程的穩(wěn)定性,細(xì)絲導(dǎo)電嘴孔徑一般不大于焊絲直徑的0.10.25mm,粗絲焊導(dǎo)電嘴孔徑一般應(yīng)不大于焊絲直徑的0.200.40mm。送絲軟管內(nèi)的曲率半徑不得小于150mm。7.3.6焊絲伸出長(zhǎng)度以10倍焊絲
5、直徑為宜。7.3.7焊前應(yīng)對(duì)焊絲仔細(xì)清理,去除鐵銹和油污等雜質(zhì)。7.3.8施焊前,焊工應(yīng)復(fù)核焊接件的接頭質(zhì)量和焊接區(qū)域的坡口、間隙、鈍邊等的處理情況。當(dāng)發(fā)現(xiàn)有不符合要求時(shí),應(yīng)修整合格后方可施焊。焊接連接組裝允許偏差值見(jiàn)表7.3.8的規(guī)定。表7.3.8 焊接連接組裝允許偏差值7.4施工工藝7.4.1工藝流程:拼裝 焊接 校正 二次下料 制孔 裝焊其它零件 校正 打磨 打砂 油漆 搬運(yùn) 貯存 運(yùn)輸7.4.2操作工藝:1 焊絲直徑的選擇。 根據(jù)板厚的不同選擇不同的直徑,為減少雜質(zhì)含量,盡量選擇直徑較大的焊絲,見(jiàn)表7.4.2-1。2 焊接電流和電弧電壓的選擇,見(jiàn)表7.4.2-2。3 典型的短路過(guò)渡焊接
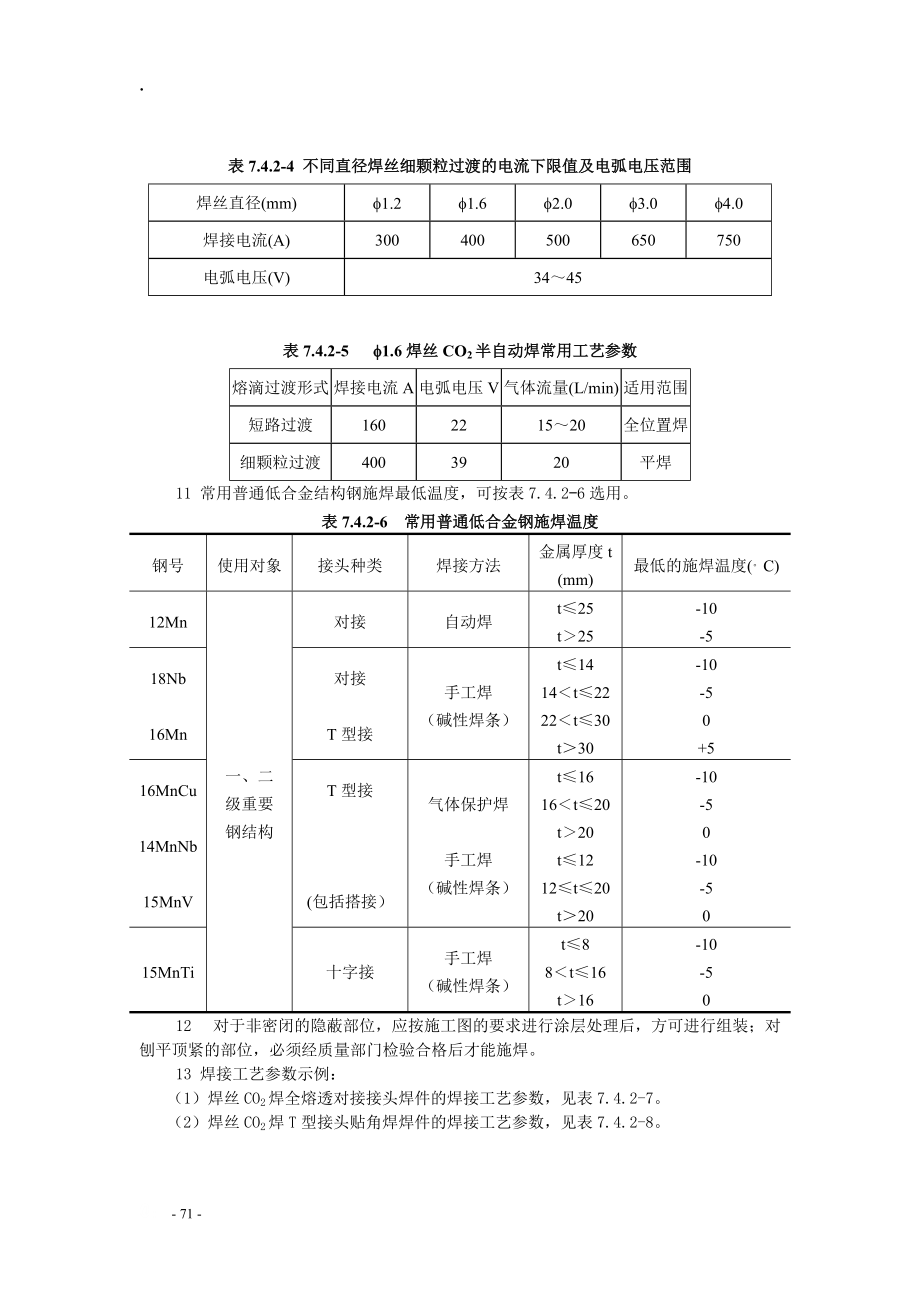
6、工藝參數(shù),見(jiàn)表7.4.2-3。4 細(xì)顆粒過(guò)渡的電流下限值及電弧電壓范圍,見(jiàn)表7.4.2-4。5 1.6焊絲CO2半自動(dòng)焊常用工藝參數(shù),如表7.4.2-5。6 半自動(dòng)焊時(shí),焊速不超過(guò)0.5m/min。7 CO2氣體保護(hù)焊必須采用直流反接。8 重要焊縫要加引弧板,熄弧板,其材質(zhì)和坡口形式應(yīng)與焊件相同。引弧和熄弧焊縫長(zhǎng)度應(yīng)大于或等于25mm。引弧和熄弧板長(zhǎng)度應(yīng)大于或等于60mm。引弧和熄弧板應(yīng)采用氣割的方法切除,并修磨平整,不得用錘擊落。9 打底焊層高度不超過(guò)4mm,填充焊時(shí)焊槍橫向擺動(dòng),使焊道表面下凹,且高度低于母材表面1.52mm;蓋面焊時(shí)焊接熔池邊緣應(yīng)超過(guò)坡口棱邊0.51.5mm,防止咬邊。1
7、0 不應(yīng)在焊縫以外的母材上打火引弧。表7.4.2-1 焊絲直徑的選擇母材厚度44焊絲直徑0.5 1.21.02.5表7.4.2-2 常用焊接電流和電弧電壓的范圍焊絲直徑(mm)短路過(guò)渡細(xì)顆粒過(guò)渡電流(A)電壓(V)電流(A)電壓(V)0.50.60.81.01.21.62.02.53.03060307050100701209015014020016181719182118221923202416040020050020060030070050080025382640274028423244注:最佳電弧電壓有時(shí)只有12V之差,要仔細(xì)調(diào)整。表7.4.2-3 不同直徑焊絲典型的短路過(guò)渡焊接工藝參數(shù)焊
8、絲直徑(mm)f0.8f1.2f1.6焊接電流(A)100110120135140180電弧電壓(V)181920表7.4.2-4 不同直徑焊絲細(xì)顆粒過(guò)渡的電流下限值及電弧電壓范圍焊絲直徑(mm)f1.2f1.6f2.0f3.0f4.0焊接電流(A)300400500650750電弧電壓(V)3445表7.4.2-5 f1.6焊絲CO2半自動(dòng)焊常用工藝參數(shù)熔滴過(guò)渡形式焊接電流A電弧電壓V氣體流量(L/min)適用范圍短路過(guò)渡160221520全位置焊細(xì)顆粒過(guò)渡4003920平焊11 常用普通低合金結(jié)構(gòu)鋼施焊最低溫度,可按表7.4.2-6選用。表7.4.2-6 常用普通低合金鋼施焊溫度鋼號(hào)使用對(duì)
9、象接頭種類焊接方法金屬厚度t (mm)最低的施焊溫度(。C)12Mn一、 二級(jí)重要鋼結(jié)構(gòu)對(duì)接自動(dòng)焊t25t25-10-518Nb16Mn對(duì)接T型接手工焊(堿性焊條)t1414t2222t30t30-10-50+516MnCu14MnNb15MnVT型接(包括搭接)氣體保護(hù)焊手工焊(堿性焊條)t1616t20t20t1212t20t20-10-50-10-5015MnTi十字接手工焊(堿性焊條)t88t16t16-10-5012 對(duì)于非密閉的隱蔽部位,應(yīng)按施工圖的要求進(jìn)行涂層處理后,方可進(jìn)行組裝;對(duì)刨平頂緊的部位,必須經(jīng)質(zhì)量部門檢驗(yàn)合格后才能施焊。13 焊接工藝參數(shù)示例:(1)焊絲CO2焊全熔透
10、對(duì)接接頭焊件的焊接工藝參數(shù),見(jiàn)表7.4.2-7。(2)焊絲CO2焊T型接頭貼角焊焊件的焊接工藝參數(shù),見(jiàn)表7.4.2-8。:- 91 -表7.4.2-7 CO2焊全熔透對(duì)接接頭焊件的焊接工藝參數(shù)板厚(mm)焊絲直徑(mm)接頭形式裝配間隙(mm)層數(shù)焊接參數(shù)備注焊接電流(A)電弧電壓(V)焊接速度(m/min)焊絲外伸長(zhǎng)(mm)氣體流量(1/min)61.21.01.51270270.5512141015d為焊絲直徑1.61140043036380.800.83162215201.2012190190.251515210302.01.62.21-228030028300.300.3710d但不大
11、于40161881.211.5212013026270.30.512402013014028300.4-0.51.61235038035370.71622202540043036381.61.92.22450410.4810d但不大于401618用銅墊板,單面焊雙面成型2.01.92.2235036034360.4010d但不大于4016采用陡降外特性2.01.9-2.2340042034360.450.510d但不大于401618采用陡降外特性 續(xù)表板厚焊絲直徑接頭形式裝配間隙層數(shù)焊接參數(shù)備注焊接電流電弧電壓焊接速度焊絲外伸長(zhǎng)氣體流量(mm)(mm)(mm)(A)(V)(m/min)(mm)
12、(l/min)82.01.92.2145046035360.400.4710d但不大于401618用銅墊板,單面焊雙面成型2.51.92.2160065041430.4010d但不大于4020用銅墊板,單面焊雙面成型91.61.01420380.516222034033.51.601.52360340.451520101.211.5213014020300.30.51520V型坡口28030030330.250.3030032037390.700.821.2230032037390.700.821520X型坡口2.060065037380.6010d但不大于4020采用陡降外特性 續(xù)表板厚焊絲
13、直徑接頭形式裝配間隙層數(shù)焊接參數(shù)備注焊接電流電弧電壓焊接速度焊絲外伸長(zhǎng)氣體流量(mm)(mm)(mm)(A)(V)(m/min)(mm)(l/min)121.22310320.51520330331.60-1.5240043036380.7016222026.72.01.8-2.2228030020300.270.3310d但不大于401820自動(dòng)焊或半自動(dòng)焊均可161.2312014025270.400.501520V型坡口30034033350.300.4030034035370.200.301.6241034.50.272020X型坡口430360.45161.2414016024260
14、.200.301520無(wú)鈍邊26028031330.330.4027029034360.500.6027029034360.400.501.6440043036380.500.6016222540043036380.500.60續(xù)表7.4.2.7 CO2焊全熔透對(duì)接接頭焊件的焊接工藝參數(shù)板厚焊絲直徑接頭形式裝配間隙層數(shù)焊接參數(shù)備注焊接電流電弧電壓焊接速度焊絲外伸長(zhǎng)氣體流量(mm)(mm)(mm)(A)(V)(m/min)(mm)(l/min)201.2412014025270.400.50152530034033350.3004030034033350.300.4030034033370.12
15、0.151.2414016024260.250.30152026028031330.4530032035370.400.5030032035370.401.60-2.1440043036380.350.45162226.72244046030320.270.35203021.72.522236040038400.410d但不大于401618雙面面層堆焊 續(xù)表板厚焊絲直徑接頭形式裝配間隙層數(shù)焊接參數(shù)備注焊接電流電弧電壓焊接速度焊絲外伸長(zhǎng)氣體流量(mm)(mm)(mm)(A)(V)(m/min)(mm)(l/min)251.62480380.320255003925202.044204403032
16、0.270.35203021.72.5322.560065041430.410d但不大于4020雙面面層堆焊,材質(zhì)16Mn40以上20.2.010層以上44050030320.270.35203021.7U型坡口2.520.2.010層以上44050030320.270.35203021.72.5表7.4.2-8 CO2焊T型接頭貼角焊焊件的焊接工藝參數(shù)接頭形式板厚焊絲直徑焊接參數(shù)焊角尺寸焊絲對(duì) 中位置備注焊接電流電弧電壓焊接速度氣體流量(mm)(mm)(A)(V)(m/min)(l/min)(mm)1.60.81.090190.5010153.02.31.01.2120200.5010153
17、.03.21.01.214020.50.5010153.54.51.01.2160210.4510154.051.626028027290.330.4316185-6焊1層52.028030028300.430.4716185-6焊1層61.2230230.5510156.061.630032037.5205.061.634034205.0水平角焊61.636039-400.58205.062.034035035205.081.63904004120256.012.01.2290280.5010157.012.01.6360360.45208.01.20.81.290190.5101511.6
18、1.01.2120190.5101512.31.01.2130200.510151搭接角焊3.21.01.2160210.5101524.51.2210220.5101526.01.2270260.510152搭接角焊8.01.2320320.51015214 在組裝好的構(gòu)件上施焊,應(yīng)嚴(yán)格按焊接工藝規(guī)定的參數(shù)以及焊接順序進(jìn)行,以控制焊后構(gòu)件變形。(1)控制焊接變形,可采取反變形措施,其反變形參考值見(jiàn)本篇第五章表5.4.2-4。焊接收縮量參見(jiàn)本篇第五章表5.4.2-5。(2)在約束焊道上施焊,應(yīng)連續(xù)進(jìn)行;如因故中斷,再焊時(shí)應(yīng)對(duì)已焊的焊縫局部做預(yù)熱處理。(3)采用多層焊時(shí),應(yīng)將前一道焊縫表面清理干
19、凈后再繼續(xù)施焊。15 因焊接而變形的構(gòu)件,可用機(jī)械(冷矯)或在嚴(yán)格控制溫度的條件下加熱(熱矯)的方法進(jìn)行矯正。(1)普通低合金結(jié)構(gòu)鋼冷矯時(shí),工作地點(diǎn)溫度不得低于-16;熱矯時(shí),其溫度值應(yīng)控制在900以下。(2)普通碳素結(jié)構(gòu)鋼冷矯時(shí),工作地點(diǎn)溫度不得低于-20;熱矯時(shí),其溫度值不得超過(guò)900。(3)同一部位加熱矯正不得超過(guò)2次,并應(yīng)緩慢冷卻,不得用水驟冷。 7.5 質(zhì)量標(biāo)準(zhǔn)詳見(jiàn)鋼結(jié)構(gòu)工程施工質(zhì)量驗(yàn)收規(guī)范GB50205-2001。7.6 成品保護(hù)7.6.1構(gòu)件焊接后的變形,應(yīng)進(jìn)行成品矯正,成品矯正一般采用熱矯正,加熱溫度不宜大于650,構(gòu)件矯正應(yīng)符合下列要求:項(xiàng) 目允 許 偏 差柱底板平面度5.0
20、桁架、腹桿彎曲1/1500且不大于5mm,梁不準(zhǔn)下?lián)翔旒堋⒏箺U扭曲H/250且不大于5.0mm牛腿翹曲當(dāng)牛腿長(zhǎng)度1000時(shí)為3當(dāng)牛腿長(zhǎng)度1000時(shí)為27.6.2凡構(gòu)件上的焊瘤、飛濺、毛刺、焊疤等均應(yīng)清除干凈。要求平的焊縫應(yīng)將焊縫余高磨平。7.6.3根據(jù)裝配工序?qū)?gòu)件標(biāo)識(shí)的構(gòu)件代號(hào),用鋼印打入構(gòu)件翼緣上,距端500MM范圍內(nèi)。構(gòu)件編號(hào)必須按圖紙要求編號(hào),編號(hào)要清晰、位置要明顯。7.6.4應(yīng)在構(gòu)件打鋼印代號(hào)的附近,在構(gòu)件上掛鐵牌,鐵牌上用鋼印打號(hào)來(lái)表明構(gòu)件編號(hào)。7.6.5用紅色油漆標(biāo)注中心線標(biāo)記并打鋼印。7.6.6鋼構(gòu)件制作完成后,應(yīng)按照施工圖的規(guī)定及鋼結(jié)構(gòu)工程施工質(zhì)量驗(yàn)收規(guī)范進(jìn)行驗(yàn)收,構(gòu)件外形尺
21、寸的允許偏差應(yīng)符合上述規(guī)定中的要求。7.7 應(yīng)注意的問(wèn)題7.7.1材料和質(zhì)量要求:1 材料的關(guān)鍵要求。(1)焊接材料的品種、規(guī)格、性能等應(yīng)符合現(xiàn)行國(guó)家產(chǎn)品標(biāo)準(zhǔn)和設(shè)計(jì)要求。(2)重要鋼結(jié)構(gòu)采用的焊接材料應(yīng)進(jìn)行抽樣復(fù)驗(yàn),復(fù)驗(yàn)結(jié)果應(yīng)符合現(xiàn)行國(guó)家產(chǎn)品標(biāo)準(zhǔn)和設(shè)計(jì)要求。(3)所用鋼材及焊接材料的規(guī)格、型號(hào)、材質(zhì)以及外觀檢查,均應(yīng)符合設(shè)計(jì)圖紙和規(guī)程的要求。2 技術(shù)關(guān)鍵要求。焊工應(yīng)嚴(yán)格按照焊接工藝及技術(shù)操作規(guī)程施焊。3 質(zhì)量關(guān)鍵要求。建筑鋼結(jié)構(gòu)焊接質(zhì)量檢查應(yīng)由專業(yè)技術(shù)人員擔(dān)任,并須經(jīng)崗位培訓(xùn)取得質(zhì)量檢查員崗位合格證書。4 職業(yè)健康安全關(guān)鍵要求。焊工須有合格證及施焊資格,禁止無(wú)證上崗。5 環(huán)境關(guān)鍵要求。雪雨天氣
22、時(shí),禁止露天焊接。構(gòu)件焊區(qū)表面潮濕或有冰雪時(shí),必須清除干凈方可施焊。在四級(jí)以上風(fēng)力焊接時(shí),應(yīng)采取防風(fēng)措施。7.7.2質(zhì)量記錄。作好質(zhì)量記錄。7.7.3安全環(huán)保措施。1 認(rèn)真貫徹執(zhí)行國(guó)家有關(guān)安全生產(chǎn)法規(guī),認(rèn)真貫徹執(zhí)行有關(guān)施工安全規(guī)程。同時(shí)結(jié)合公司實(shí)際,制定安全生產(chǎn)制度和獎(jiǎng)罰條例,并認(rèn)真執(zhí)行。2 牢固樹(shù)立“安全第一”的思想,堅(jiān)持預(yù)防為主的方針,對(duì)職工經(jīng)常進(jìn)行安全生產(chǎn)教育,定期開(kāi)展安全活動(dòng),充分認(rèn)識(shí)安全生產(chǎn)的重要性,掌握一定的安全生產(chǎn)知識(shí),對(duì)職工進(jìn)行安全生產(chǎn)培訓(xùn)。在安全生產(chǎn)上,一定要克服麻痹思想。3 堅(jiān)持所有進(jìn)入車間的人員必須戴安全帽,每天上班前檢查車間用氣體的安全措施。4 搞好安全用電。所有電纜、
23、用電設(shè)備的拆除、車間照明等均由專業(yè)電工擔(dān)任,要使用的電動(dòng)工具,必須安裝漏電保護(hù)器,值班電工要經(jīng)常檢查、維護(hù)用電線路及機(jī)具,認(rèn)真執(zhí)行JGJ46-88標(biāo)準(zhǔn),保持良好狀態(tài),保證用電安全。5 各種施工機(jī)械編制操作規(guī)程和操作人員崗位責(zé)任制,專機(jī)專人使用保管,特殊工種必須持證上崗。6 切實(shí)搞好防火。氧氣、乙炔氣要放在規(guī)定的安全處,并按規(guī)定正確使用,車間、工具房、操作平臺(tái)等處設(shè)置足夠數(shù)量的滅火器材。電焊、氣割時(shí),先注意周圍環(huán)境有無(wú)易燃物后再進(jìn)行工作。7 文明施工具體措施:(1)對(duì)施工人員進(jìn)行文明施工教育,加強(qiáng)職工的文明施工意識(shí)。(2)實(shí)行區(qū)域管理,劃分責(zé)任范圍,定期進(jìn)行文明施工檢查。(3)切實(shí)加強(qiáng)火源管理。
24、車間禁止吸煙,電、氣焊及焊接作業(yè)時(shí)應(yīng)清理周圍的易燃物,消防工具要齊全,動(dòng)火區(qū)域要安放滅火器,并定期檢查。(4)廢料要及時(shí)清理,并在指定地點(diǎn)堆放,保證施工場(chǎng)地的清潔和施工道路的暢通。(5)做好成品的外觀及形體保護(hù),減少污染。7.7.4當(dāng)設(shè)計(jì)對(duì)厚板有Z向性能要求時(shí)的焊接工藝措施參照5 手工電弧焊5.7.37.7.5附加說(shuō)明1 工藝參數(shù)對(duì)焊縫形狀的影響,見(jiàn)圖7.7.5-1。圖7.7.5-12 其他因素對(duì)焊縫形狀的影響。(1)引弧。 引弧前要求焊絲端頭與焊件保持23mm的距離。還要注意剪掉粗大的焊絲端頭,因?yàn)榍驙疃祟^的存在等于是加粗了焊絲直徑,并且該球面端頭覆蓋了一層氧化膜,對(duì)引弧不利。為清除未焊透、
25、氣孔等引弧的缺陷,對(duì)接焊應(yīng)采用引弧板,或在距板材端部24mm處引弧,然后緩慢引向接縫的端頭,待焊縫金屬熔合后,再以正常焊接速度前進(jìn).(2)熄弧。 一條焊縫焊完后,應(yīng)注意將收尾處的弧坑填滿。如果收尾時(shí)立即斷弧則會(huì)形成低于焊件表面的弧坑,過(guò)深的弧坑會(huì)使焊道收尾處的強(qiáng)度減弱,并且容易造成應(yīng)力集中而產(chǎn)生裂紋。(3) T型接頭焊接時(shí),易產(chǎn)生咬邊、未焊透、焊縫下垂等現(xiàn)象。為了防止這些缺陷,在操作時(shí),除了正確執(zhí)行焊接工藝參數(shù),還要根據(jù)板厚和焊角尺寸來(lái)控制焊絲的角度。如果焊角尺寸為5mm以上,可將焊絲水平移開(kāi)離夾角處12mm。見(jiàn)圖7.7.5-2。 圖7.7.5-2(4) 焊角尺寸小于8mm時(shí),可以采用單層焊。
26、焊角尺寸小于5mm時(shí),可用直線移動(dòng)法和短路過(guò)渡法進(jìn)行勻速焊接。焊角尺寸在58mm之間時(shí),可采用斜圓圈形送絲法進(jìn)行焊接。(5)焊角尺寸在89mm時(shí),焊縫可用兩層兩道焊,第一層用直線移動(dòng)送絲法施焊,電流稍偏大,以保證熔深足夠。第二層,電流稍偏小,用斜圓圈形左焊法施焊。焊角尺寸大于9mm時(shí),可用多層多道焊。無(wú)論是多層多道焊或是單層單道焊,在操作中使每層的焊角在該層中從頭到尾一致,保證均勻美觀,其起始端和收尾端的操作要領(lǐng)同前面所述。8 熔嘴電渣焊焊接工藝適用范圍:本工藝適用于鋼結(jié)構(gòu)制作熔嘴電渣焊焊接工藝。工藝規(guī)定了一般低碳鋼、普通低合金鋼的熔嘴電渣焊的基本要求。凡各工程的工藝中無(wú)特殊要求的結(jié)構(gòu)件的熔嘴
27、電渣焊均應(yīng)按本工藝規(guī)定執(zhí)行。8.1材料要求7.1.6 鋼材及焊接材料應(yīng)按施工圖的要求選用,其性能和質(zhì)量必須符合國(guó)家標(biāo)準(zhǔn)和行業(yè)標(biāo)準(zhǔn)的規(guī)定,并應(yīng)具有質(zhì)量證明書或檢驗(yàn)報(bào)告。如果用其它鋼材和焊材代換時(shí),須經(jīng)設(shè)計(jì)單位同意,并按相應(yīng)工藝文件施焊。7.1.7 按指定焊絲的牌號(hào)和規(guī)格使用。 8.2 主要機(jī)具8.2.1焊接用主要機(jī)具有:電動(dòng)空壓機(jī)、焊劑烘干機(jī)、柴油發(fā)電機(jī)、翼緣矯正機(jī)。8.2.2工廠加工檢驗(yàn)設(shè)備、儀器、工具有:超聲波探傷儀、數(shù)字溫度儀、數(shù)字鉗形電流表、溫濕度儀、焊縫檢驗(yàn)尺、磁粉探傷儀、游標(biāo)卡尺、鋼卷尺。8.3 作業(yè)條件8.3.1熔嘴電渣焊不允許露天作業(yè)。當(dāng)氣溫低于0,相對(duì)濕度大于或等于90%,網(wǎng)路
28、電壓嚴(yán)重波動(dòng)時(shí)不得施焊。8.3.2焊接區(qū)應(yīng)保持干燥、不得有油、銹和其它污物。8.3.3熔嘴電渣焊焊劑在使用前應(yīng)按產(chǎn)品說(shuō)明書規(guī)定的烘焙時(shí)間和烘焙溫度進(jìn)行烘焙,不得含灰塵、鐵屑和其他雜物。烘干溫度一般為2502小時(shí)。8.3.4熔嘴孔內(nèi)受潮,生銹或沾有污物時(shí)不得使用。8.3.5熔嘴不應(yīng)有明顯銹蝕和彎曲,用前2501小時(shí)烘干,在80左右存放和待用。8.3.6焊絲的盤繞應(yīng)整齊緊密,沒(méi)有硬碎彎、銹蝕和油污。焊絲盤上的焊絲量最少不得少于焊一條焊縫所需焊絲量。8.3.7所有焊機(jī)的各部位均應(yīng)處于正常工作狀態(tài)。8.3.8焊機(jī)的電流表、電壓表和調(diào)節(jié)旋鈕刻度指數(shù)的指示正確性和偏差數(shù)要清楚明確。8.3.9保證電源的供應(yīng)
29、和穩(wěn)定性,避免焊接中途斷電和網(wǎng)壓波動(dòng)過(guò)大。8.3.10施焊前,焊工應(yīng)復(fù)核焊接件的接頭質(zhì)量和焊接區(qū)域的坡口、間隙、鈍邊等的處理情況。當(dāng)發(fā)現(xiàn)有不符合要求時(shí),應(yīng)修整合格后方可施焊。焊接連接組裝允許偏差值見(jiàn)表8.3.10的規(guī)定。表8.3.10 焊接連接組裝允許偏差值8.4 施工工藝8.4.1 工藝流程:拼裝 焊接 校正 二次下料 制孔 裝焊其它零件 校正 打磨 打砂 油漆 搬運(yùn) 貯存 運(yùn)輸8.4.2 操作工藝:1 施焊前,檢查組裝間隙的尺寸,裝配縫隙應(yīng)保持在1mm以下,當(dāng)縫隙大于1mm時(shí),應(yīng)采取措施進(jìn)行修整和補(bǔ)救。2 檢查焊接部位的清理情況,焊接斷面及其附近的油污、鐵銹和氧化物等污物必須清除干凈。3
30、焊道兩端應(yīng)按工藝要求設(shè)置引弧板和熄弧板。4 安裝管狀熔嘴并調(diào)整對(duì)中,熔嘴下端距引弧板底面距離一般為1525mm。5 焊接電流的選擇可按下述經(jīng)驗(yàn)公式進(jìn)行計(jì)算:I = K F式中:I 平均焊接電流,A; F 管狀熔嘴截面積,mm2; K 比例系數(shù),一般取57。6 在保證焊透的情況下,電壓盡可能低一些。焊接電壓一般可在3555V之間選取。7 引弧時(shí),電壓應(yīng)比正常焊接過(guò)程中的電壓高38V,渣池形成后恢復(fù)正常焊接電壓。8 焊接速度可在1.53m/h,的范圍內(nèi)選取。9 常用的送絲速度范圍為200300m/h,造渣過(guò)程中選取200m/h為宜。10 渣池深度通常為3555mm。11 焊接啟動(dòng)時(shí),慢慢投入少量焊
31、劑,一般為3550g,焊接過(guò)程中應(yīng)逐漸少量添加焊劑。12 焊接過(guò)程中,應(yīng)隨時(shí)檢查熔嘴是否在焊道的中心位置上,嚴(yán)禁熔嘴和焊絲過(guò)偏。13 焊接電壓隨焊接過(guò)程而變化,焊接過(guò)程中隨時(shí)注意調(diào)整電壓。14 焊接過(guò)程中注意隨時(shí)檢查焊件的熾熱狀態(tài),一般約在800(櫻紅色)以上時(shí)熔合良好。當(dāng)不足800時(shí),應(yīng)適當(dāng)調(diào)整焊接工藝參數(shù),適當(dāng)增加渣池內(nèi)總熱量。15 當(dāng)焊件厚度低于16mm時(shí),應(yīng)在焊件外部安裝銅散熱板或循環(huán)水散熱器。16 焊縫收尾時(shí)應(yīng)適當(dāng)減小焊接電壓,并斷續(xù)送進(jìn)焊絲,將焊縫引到熄弧板上收尾。17 熔嘴電渣焊不作焊前預(yù)熱和焊后熱處理,只是引弧前對(duì)引弧器加熱100左右。18 在組裝好的構(gòu)件上施焊,應(yīng)嚴(yán)格按焊接工
32、藝規(guī)定的參數(shù)以及焊接順序進(jìn)行,以控制焊后構(gòu)件變形(1)控制焊接變形,可采取反變形措施,其反變形參考值見(jiàn)本章表5.4.2-4。焊接收縮量參見(jiàn)本篇第五章表5.4.2-5。(2)在約束焊道上施焊,應(yīng)連續(xù)進(jìn)行;如因故中斷,再焊時(shí)應(yīng)對(duì)已焊的焊縫局部做預(yù)熱處理。(3)采用多層焊時(shí),應(yīng)將前一道焊縫表面清理干凈后再繼續(xù)施焊。19 因焊接而變形的構(gòu)件,可用機(jī)械(冷矯)或在嚴(yán)格控制溫度的條件下加熱(熱矯)的方法進(jìn)行矯正。(1)普通低合金結(jié)構(gòu)鋼冷矯時(shí),工作地點(diǎn)溫度不得低于-16;熱矯時(shí),其溫度值應(yīng)控制在750900之間。(2)普通碳素結(jié)構(gòu)鋼冷矯時(shí)工作地點(diǎn)溫度不得低于-20;熱矯時(shí)其溫度值不得超過(guò)900。(3)同一部
33、位加熱矯正不得超過(guò)2次,并應(yīng)緩慢冷卻,不得用水驟冷。8.5 質(zhì)量標(biāo)準(zhǔn)詳見(jiàn)鋼結(jié)構(gòu)工程施工質(zhì)量驗(yàn)收規(guī)范GB50205-20018.6 成品保護(hù)8.6.1構(gòu)件焊接后的變形,應(yīng)進(jìn)行成品矯正,成品矯正一般采用熱矯正,加熱溫度不宜大于650,構(gòu)件矯正應(yīng)符合表8.6.2要求:項(xiàng) 目允 許 偏 差柱底板平面度5.0桁架、腹桿彎曲1/1500且不大于5mm,梁不準(zhǔn)下?lián)翔旒堋⒏箺U扭曲H/250且不大于5.0mm牛腿翹曲當(dāng)牛腿長(zhǎng)度1000時(shí)為2當(dāng)牛腿長(zhǎng)度1000時(shí)為38.6.2凡構(gòu)件上的焊瘤、飛濺、毛刺、焊疤等均應(yīng)清除干凈。要求平的焊縫應(yīng)將焊縫余高磨平。8.6.3根據(jù)裝配工序?qū)?gòu)件標(biāo)識(shí)的構(gòu)件代號(hào),用鋼印打入構(gòu)件翼緣
34、上,距端500MM范圍內(nèi)。構(gòu)件編號(hào)必須按圖紙要求編號(hào),編號(hào)要清晰、位置要明顯。8.6.4應(yīng)在構(gòu)件打鋼印代號(hào)的附近,在構(gòu)件上掛鐵牌,鐵牌上用鋼印打號(hào)來(lái)表明構(gòu)件編號(hào)。8.6.5用紅色油漆標(biāo)注中心線標(biāo)記并打鋼印。8.6.6鋼構(gòu)件制作完成后,應(yīng)按照施工圖的規(guī)定及鋼結(jié)構(gòu)工程施工質(zhì)量驗(yàn)收規(guī)范進(jìn)行驗(yàn)收,構(gòu)件外形尺寸的允許偏差應(yīng)符合上述規(guī)定中的要求。8.7 應(yīng)注意的問(wèn)題8.7.1材料的關(guān)鍵要求1 焊接材料的品種、規(guī)格、性能等應(yīng)符合現(xiàn)行國(guó)家產(chǎn)品標(biāo)準(zhǔn)和設(shè)計(jì)要求。2 重要鋼結(jié)構(gòu)采用的焊接材料應(yīng)進(jìn)行抽樣復(fù)驗(yàn),復(fù)驗(yàn)結(jié)果應(yīng)符合現(xiàn)行國(guó)家產(chǎn)品標(biāo)準(zhǔn)和設(shè)計(jì)要求。3 熔嘴不應(yīng)有明顯銹蝕和彎曲;焊劑不應(yīng)受潮結(jié)塊。4 所用鋼材及焊接材
35、料的規(guī)格、型號(hào)、材質(zhì)以及外觀檢查,均應(yīng)符合設(shè)計(jì)圖紙和規(guī)程的要求。8.7.2技術(shù)關(guān)鍵要求。焊工應(yīng)嚴(yán)格按照焊接工藝及技術(shù)操作規(guī)程施焊。8.7.3質(zhì)量關(guān)鍵要求。建筑鋼結(jié)構(gòu)焊接質(zhì)量檢查應(yīng)由專業(yè)技術(shù)人員擔(dān)任,并須經(jīng)崗位培訓(xùn)取得質(zhì)量檢查員崗位合格證書。8.7.4職業(yè)健康安全關(guān)鍵要求。焊工須有合格證及施焊資格,禁止無(wú)證上崗。8.7.5環(huán)境關(guān)鍵要求熔嘴電渣焊不允許露天作業(yè)。當(dāng)氣溫低于0、相對(duì)濕度大于或等于90%、網(wǎng)路電壓嚴(yán)重波動(dòng)時(shí)不得施焊。8.7.6質(zhì)量記錄作好質(zhì)量記錄。9 栓釘焊接適用范圍:適用于鋼結(jié)構(gòu)中的組合樓蓋的剪力連接件的焊接及勁性鋼筋混凝土結(jié)構(gòu)中,鋼構(gòu)件與混凝土間的剪力連接件的焊接,以增加兩者之間的
36、連接長(zhǎng)度。9.1材料要求9.1.1栓釘。采用低碳合金鋼制成,其化學(xué)成分可靠,強(qiáng)度穩(wěn)S定,可焊性頂鍛性能良好。使用中要防止出現(xiàn)鍛造裂紋。1 栓釘化學(xué)成份見(jiàn)表9.1.1-1。表9.1.1-1材料化學(xué)成分%CmaxSimaxMnPmaxSmax普碳鋼0.200.100.30.60.040.042.栓釘機(jī)械性能見(jiàn)表9.1.1-2。表9.1.1-2抗拉強(qiáng)度N/mm2屈服點(diǎn)N/mm2延伸率%minmaxminmin400550240143.焊釘尺寸符合下圖及表9.1.1.3所示。rrrr 焊釘尺寸(mm) 表9.1.1-3d公稱681013161922min5.767.719.7112.6515.6518
37、.5821.58max6.248.2910.2913.3516.3519.4222.42dkmin10.6515.3518.3522.4229.4232.535.5max11.3514.6517.6521.5828.5831.534.5kmin5.487.587.5810.5810.5810.5812.7max5.007.007.0010.0010.0012.0012.00rmin2222233WA(參考)4444444公稱長(zhǎng)度l14050801001201301501702009.1.2焊接瓷環(huán)。焊接瓷環(huán)是服務(wù)于栓釘焊的一次性輔助焊接材料,其主要作用有以下幾點(diǎn):1 使融化金屬成型,不外溢,起
38、到鑄膜的作用。2 使融化金屬與空氣隔絕,防止融化金屬被氧化。3 集中電弧熱量,并使成型焊縫緩慢冷卻。4 釋放焊接過(guò)程中的有害氣體。5 屏蔽電弧光與飛濺物。6 充當(dāng)臨時(shí)支架。構(gòu)成焊槍操作系統(tǒng)的一部分。采用栓釘直接焊在工件上的普通栓釘焊,使用普通瓷環(huán)。栓釘在引弧后先要熔穿具有一定厚度的薄鋼板(一般厚度在0.81.6mm),然后再與工件熔成一體,穿透焊需要的瓷環(huán)壁厚要大于普通瓷環(huán),下部排氣孔總面積亦是普通瓷環(huán)的1.3倍。瓷環(huán)的尺寸關(guān)鍵是控制支撐焊槍平臺(tái)的高度和瓷環(huán)中心栓釘孔的直徑。由于瓷環(huán)生產(chǎn)工藝的差異,其產(chǎn)品尺寸的精確程度和穩(wěn)定性將直接影響栓釘焊的質(zhì)量。瓷環(huán)檢查內(nèi)容如下:(1)中心孔的內(nèi)外直徑、橢
39、圓度、薄壁均勻。(2)禁止使用已經(jīng)破裂和有缺損的瓷環(huán)。(3)受潮瓷環(huán)要經(jīng)過(guò)250,1h的烘焙,中間放潮氣5min。瓷環(huán)見(jiàn)圖9.1.2.1。圖9.1.2.1 瓷環(huán)9.2主要機(jī)具9.2.1栓釘焊機(jī)。直流電源,國(guó)產(chǎn)有QZL2000A。日本大坂栓焊機(jī)為降壓供電式電源:FRNK2000電源+制卸裝置NC21。MRN2000+焊槍GS201或NS101松下栓焊機(jī):YD2000LS2型栓焊機(jī)+焊槍YS223G。其暫載率為15%。根據(jù)現(xiàn)場(chǎng)條件、供電要求、施焊數(shù)量確定臺(tái)數(shù)、一次線長(zhǎng)度、穩(wěn)壓電源、把線長(zhǎng)度。因焊接電源耗用電流大,故應(yīng)考慮專路供電。正確接入初級(jí)電壓后接地要牢靠。焊槍的檢查:焊槍筒的移動(dòng)要平穩(wěn),定期加
40、注硅油;焊槍拆卸時(shí),應(yīng)先關(guān)掉開(kāi)關(guān)后操作,另外應(yīng)謹(jǐn)防零件失落;檢查絕緣是否良好;檢查電源線和控制線是否良好;每班焊前檢查,焊后收齊嚴(yán)禁水泡,施焊中電纜不許打圈,否則電流降低。9.2.2其他設(shè)備及機(jī)具其他設(shè)備、儀器及工具見(jiàn)表9.2.2。表9.2.2 其他設(shè)備、儀器表名 稱規(guī) 格單 位用 途經(jīng)緯儀J6臺(tái)放線鋼 尺30m把放線量距盒 尺5m把量距鋼板尺0.15m把檢查栓釘游標(biāo)卡尺精度0.02mm、30cm把檢查栓釘及瓷環(huán)手 錘12kg把打彎?rùn)z查記號(hào)筆細(xì)尖盒劃線墨 汁小型盒放線氣割槍中型套不合格時(shí)僅修栓釘氧 氣瓶乙 炔瓶電動(dòng)砂輪小型把打磨僅2處梁面烘干箱小型臺(tái)烘烤受潮瓷環(huán)清掃工具對(duì)講機(jī)對(duì)注:栓釘試驗(yàn)所需
41、設(shè)備及材料未包括在本表內(nèi)。9.3作業(yè)條件9.3.1鋼結(jié)構(gòu)構(gòu)件表面的油漆應(yīng)清除,沒(méi)有露水、雨水、油及其他影響焊縫質(zhì)量的污漬。空氣相對(duì)濕度不大于85%。9.3.2施工所使用的栓釘和配套使用的瓷環(huán)應(yīng)烘烤除濕。9.3.3栓釘施焊前進(jìn)行工藝參數(shù)試驗(yàn),(靜力拉伸、反復(fù)彎曲、,彎90°角)合格。9.4操作工藝9.4.1工藝流程。熔焊栓釘施工工藝流程:栓釘試驗(yàn)合格現(xiàn)場(chǎng)栓釘、瓷環(huán)檢查(受潮烘干)壓型鋼板安裝驗(yàn)收合格后,清理現(xiàn)場(chǎng)、放線焊槍筒的平移滑動(dòng)栓焊機(jī)運(yùn)轉(zhuǎn)、自動(dòng)控時(shí)性能良好焊槍拆裝、絕緣良好焊槍檢查電源線、控制線良好確定焊接參數(shù)內(nèi)容靜力拉伸、反復(fù)彎曲及打彎90°試驗(yàn)抗拉強(qiáng)度、延伸率及屈服強(qiáng)度合格穿透焊除鋅后做焊前試件非穿透焊前試件打彎試件合格焊中檢查電流、電壓、焊接時(shí)間膨徑尺寸焊槍筒瓷環(huán)位置正確穩(wěn)固母材清潔正式施焊栓釘外觀檢查彎曲試驗(yàn)自
溫馨提示
- 1. 本站所有資源如無(wú)特殊說(shuō)明,都需要本地電腦安裝OFFICE2007和PDF閱讀器。圖紙軟件為CAD,CAXA,PROE,UG,SolidWorks等.壓縮文件請(qǐng)下載最新的WinRAR軟件解壓。
- 2. 本站的文檔不包含任何第三方提供的附件圖紙等,如果需要附件,請(qǐng)聯(lián)系上傳者。文件的所有權(quán)益歸上傳用戶所有。
- 3. 本站RAR壓縮包中若帶圖紙,網(wǎng)頁(yè)內(nèi)容里面會(huì)有圖紙預(yù)覽,若沒(méi)有圖紙預(yù)覽就沒(méi)有圖紙。
- 4. 未經(jīng)權(quán)益所有人同意不得將文件中的內(nèi)容挪作商業(yè)或盈利用途。
- 5. 人人文庫(kù)網(wǎng)僅提供信息存儲(chǔ)空間,僅對(duì)用戶上傳內(nèi)容的表現(xiàn)方式做保護(hù)處理,對(duì)用戶上傳分享的文檔內(nèi)容本身不做任何修改或編輯,并不能對(duì)任何下載內(nèi)容負(fù)責(zé)。
- 6. 下載文件中如有侵權(quán)或不適當(dāng)內(nèi)容,請(qǐng)與我們聯(lián)系,我們立即糾正。
- 7. 本站不保證下載資源的準(zhǔn)確性、安全性和完整性, 同時(shí)也不承擔(dān)用戶因使用這些下載資源對(duì)自己和他人造成任何形式的傷害或損失。
最新文檔
- 【正版授權(quán)】 ISO/IEC 19788-1:2024 FR Information technology for learning,education and training - Metadata for learning resources - Part 1: Framework
- 【正版授權(quán)】 ISO 26304:2025 EN Welding consumables - Solid wire electrodes,tubular cored electrodes and electrode-flux combinations for submerged arc welding of high strength steels - C
- 【正版授權(quán)】 IEC 62087-6:2015 RU Audio,video,and related equipment - Determination of power consumption - Part 6: Audio equipment
- 【正版授權(quán)】 IEC 60099-4:1991+AMD1:1998+AMD2:2001 CSV FR-D Surge arresters - Part 4: Metal-oxide surge arresters without gaps for a.c. systems
- 環(huán)衛(wèi)掃路車操作教程
- 2025年秋新人教版部編本五班級(jí)上冊(cè)語(yǔ)文教學(xué)工作方案附教學(xué)進(jìn)度支配表
- 2025年新冠疫情防控工作方案匯報(bào)
- 公文寫作和信息宣傳培訓(xùn)
- 學(xué)齡前兒童教育
- 2025年學(xué)年學(xué)校工作的方案
- 全宋詞目錄完整版本
- 中藥房中藥斗譜編排規(guī)則和斗譜圖
- 支付寶解除賬戶支付申請(qǐng)書
- TY/T 1105-2023群眾體育賽事活動(dòng)安全評(píng)估技術(shù)導(dǎo)則
- 桂林電子科技大學(xué)國(guó)防科技泄密事件報(bào)告表
- 單原子催化劑
- 半自動(dòng)打包機(jī)維修手冊(cè)
- 特許經(jīng)營(yíng)管理手冊(cè)范本(餐飲)
- 手術(shù)室護(hù)理實(shí)踐指南之術(shù)中保溫(手術(shù)科培訓(xùn)課件)術(shù)中低體溫的預(yù)防
- 市場(chǎng)管理能力筆試測(cè)試題
- 學(xué)習(xí)探究診斷 化學(xué) 必修二
評(píng)論
0/150
提交評(píng)論