


版權說明:本文檔由用戶提供并上傳,收益歸屬內容提供方,若內容存在侵權,請進行舉報或認領
文檔簡介
1、DTII皮帶機安裝調試與試運轉i安裝前的準備工作和安裝順序1.1 安裝前應根據驗收規格進行驗收,并熟悉安裝技術要求和輸送機圖紙要求,安裝技術要求見機械設備安裝工程施工及驗收規范TJ231(四)-78,并按土建任務書和基礎圖,檢查基礎的尺寸,平面精度等是否符合要求。1.2 對照裝配圖和裝箱單清點零部件數量、檢查其質量,如有損傷或質量問題應進行修整或更換。1.3 熟悉整機及各部件(配套件、外購件)的產品說明書,了解安裝、調試方法、技術要求、注意事項及專用工具等。1.4 安裝順序一般順序為:劃中心線一一安裝機架(頭部一一中間架一一尾架)一一安裝下托輻及改向滾筒輸送帶鋪設在下輻上一一安裝上托輻一一拉緊
2、裝置、傳動滾筒和驅動裝置一一輸送帶繞過頭尾滾筒一一輸送帶接頭一一張緊輸送帶一一安裝清掃器、逆止器、導料槽及護罩等輔助裝置。2各部件的安裝調試,注意事項和技術要求應符合GB10595-893.133.14要求。2.1鋼結構件的安裝質量對整機的性能有很大影響,安裝時要檢測下列各項精度指標:1)機架中心線直線度(見表7)。表7:(單位:mm)機長(mm)1003003005005001000100020002000直線度(mm)10305080150200另外,在任意25m長度范圍內,機架中心線的直線度不得大于5mm對可逆運行的帶式輸送機,因其輸送帶跑偏可能性較大,應提高安裝精度,其中心線直線度控制
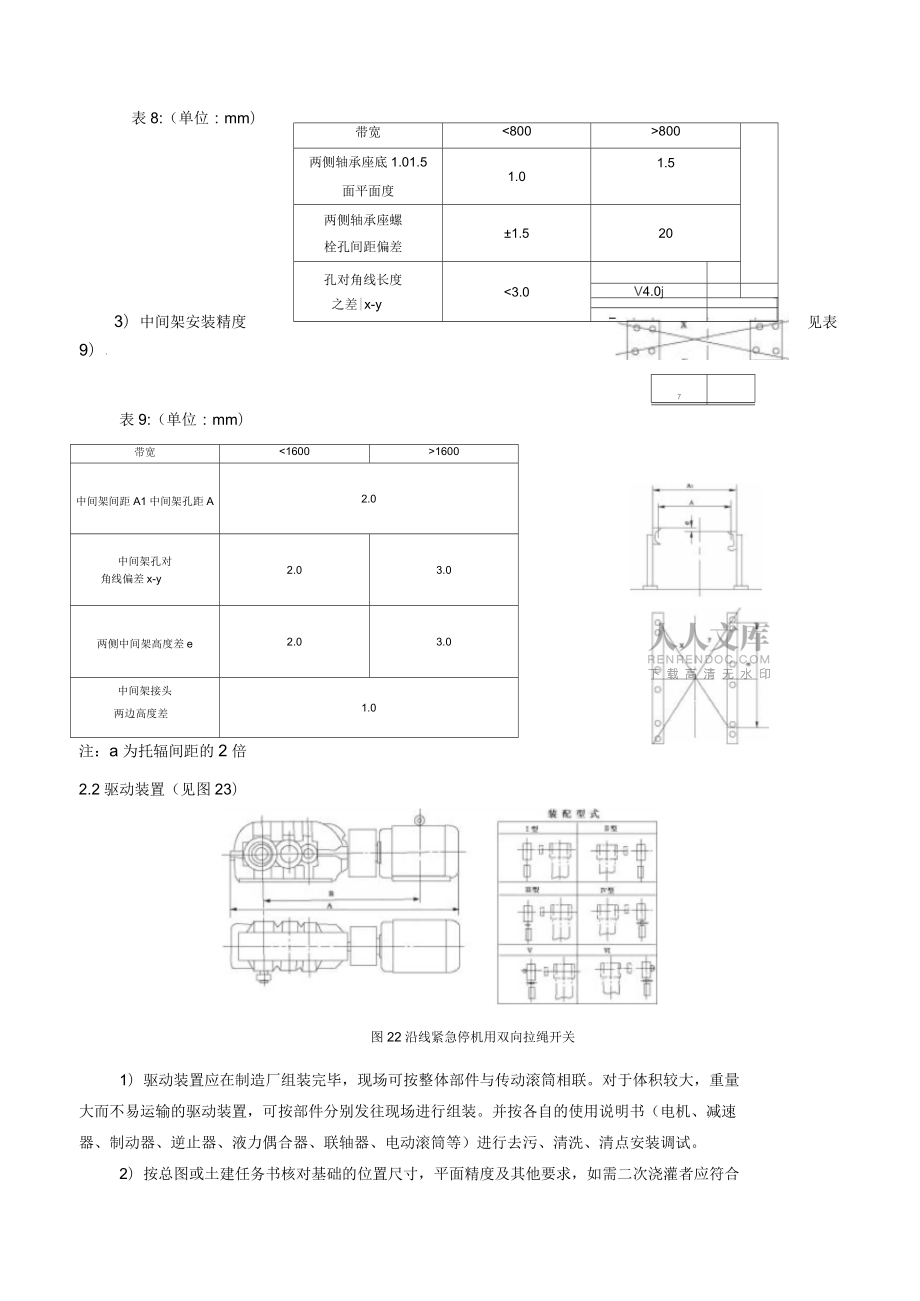
3、在上述數值的2/3以內。2)頭、尾架安裝精度(見表8)。表8:(單位:mm)3)中間架安裝精度帶寬800兩側軸承座底1.01.5面平面度1.01.5兩側軸承座螺栓孔間距偏差1.520孔對角線長度之差|x-y3.0V4.0j9)。見表7帶寬1600中間架間距A1中間架孔距A2.0中間架孔對角線偏差x-y2.03.0兩側中間架高度差e2.03.0中間架接頭兩邊高度差1.0表9:(單位:mm)注:a為托輻間距的2倍2.2驅動裝置(見圖23)圖22沿線緊急停機用雙向拉繩開關1)驅動裝置應在制造廠組裝完畢,現場可按整體部件與傳動滾筒相聯。對于體積較大,重量大而不易運輸的驅動裝置,可按部件分別發往現場進行
4、組裝。并按各自的使用說明書(電機、減速器、制動器、逆止器、液力偶合器、聯軸器、電動滾筒等)進行去污、清洗、清點安裝調試。2)按總圖或土建任務書核對基礎的位置尺寸,平面精度及其他要求,如需二次澆灌者應符合JB/226-86地基設計規范規定。3)由部件在現場組裝的驅動單元,首先將機架放在需固定的地基位置上。4)安裝順序:電機、減速器軸伸上的聯接件首先裝配一一裝減速器一一裝電動機。各組件的地腳可用金屬墊片進行高度調整,每處不得超過三片。5)各部件間的安裝精度為:a、彈性柱銷齒式聯軸器許用補償量(GB5015-85)(見表10)。表10:型號軸向x徑向y角向mmZL1ZL3+1.50.30。30ZL4
5、ZL70.4ZL8ZL13i2.50.6ZL14ZL171.0ZL18ZL21b、梅花形聯軸器的安裝精度(GB5272-85)(見表11)。表11:梅花型彈性聯軸器許用補償量號項ML1MLL1ML2MLL2ML3MLL3ML4MLL4ML5MLL5ML6MLL6ML7MLL7ML8MLL8ML9MLL9Xmm1.21.52.02.53.03.54.04.5Ymm0.50.81.01.01.5a(。)21.51注:1、ZL、ML、MLL徑向補償量部位在聯軸器最大外圓寬度的二分之一處。2、表中數量是由于安裝誤差、振動、沖擊變形、溫度變化等因素引起相對偏移量,安裝時許用補償量為表中的1/21/3。c
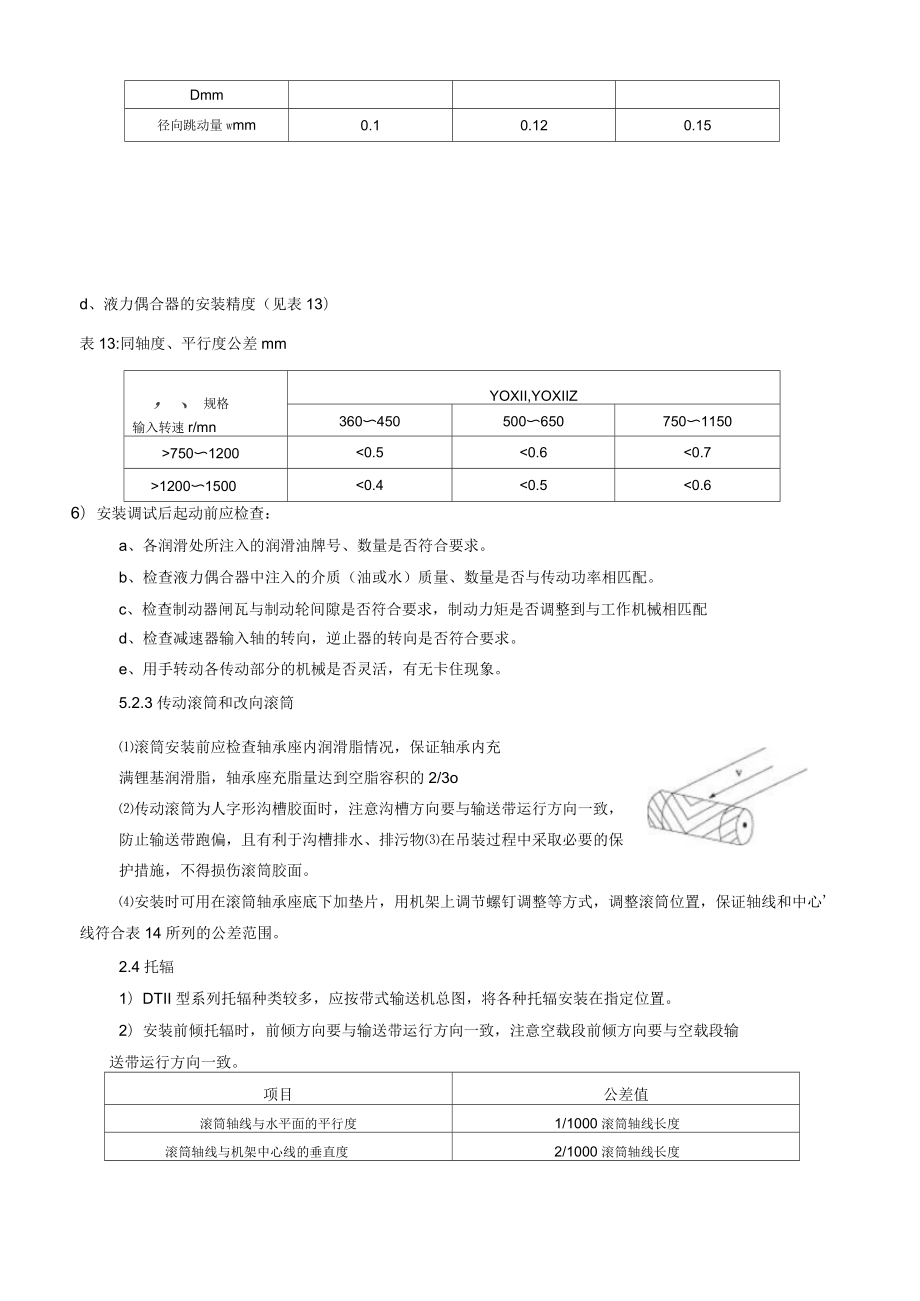
6、、制動器安裝精度(GB633-86)制動器中心線與制動輪軸線的同軸度:制動輪直徑D315mm寸為3mm在額定制動力矩下,制動輪工作面與制動襯墊的結合面積:壓制成型的襯墊每塊應大于設計面積的50%,普通夾絲石棉襯每塊應大于設計面積的70%安裝后的制動輪徑向圓周跳動量符合JB4102-86規定(見表12)。表12:制動輪徑向跳動量制動輪直徑200250250500500800Dmm徑向跳動量wmm0.10.120.15d、液力偶合器的安裝精度(見表13)表13:同軸度、平行度公差mm,、規格輸入轉速r/mnYOXII,YOXIIZ360450500650750115075012000.50.612
7、0015000.40.50.66)安裝調試后起動前應檢查:a、各潤滑處所注入的潤滑油牌號、數量是否符合要求。b、檢查液力偶合器中注入的介質(油或水)質量、數量是否與傳動功率相匹配。c、檢查制動器閘瓦與制動輪間隙是否符合要求,制動力矩是否調整到與工作機械相匹配d、檢查減速器輸入軸的轉向,逆止器的轉向是否符合要求。e、用手轉動各傳動部分的機械是否靈活,有無卡住現象。5.2.3傳動滾筒和改向滾筒滾筒安裝前應檢查軸承座內潤滑脂情況,保證軸承內充滿鋰基潤滑脂,軸承座充脂量達到空脂容積的2/3o傳動滾筒為人字形溝槽膠面時,注意溝槽方向要與輸送帶運行方向一致,防止輸送帶跑偏,且有利于溝槽排水、排污物在吊裝過
8、程中采取必要的保護措施,不得損傷滾筒膠面。安裝時可用在滾筒軸承座底下加墊片,用機架上調節螺釘調整等方式,調整滾筒位置,保證軸線和中心線符合表14所列的公差范圍。2.4托輻1)DTII型系列托輻種類較多,應按帶式輸送機總圖,將各種托輻安裝在指定位置。2)安裝前傾托輻時,前傾方向要與輸送帶運行方向一致,注意空載段前傾方向要與空載段輸送帶運行方向一致。項目公差值滾筒軸線與水平面的平行度1/1000滾筒軸線長度滾筒軸線與機架中心線的垂直度2/1000滾筒軸線長度滾筒中心線與機架中心線的對稱度3mm多滾筒驅動時,傳動滾筒軸線的平行度0.4mm3)托輻安裝后,輻子應轉動靈活4)安裝時要求托輻輻子(調心托輻
9、和過渡托輻除外)上表面位于同一平面上(水平或傾斜)或者在一個公共半徑的弧面上(輸送機凹、凸弧段托輻),其相鄰三組托輻輻子上表面的高低差不得超過2mm每100m長度范圍內不得超過5mm托輻中心線的對稱度為3mm2.5輸送帶1)在吊運和纏繞輸送帶過程中不得造成損傷。2)輸送帶接頭:推薦采用硫化接頭,因為輸送帶接頭是輸送帶的薄弱環節,接頭質量差,接頭效率就會降低,容易造成斷帶等惡性事故,接頭對不正是造成輸送帶跑偏的主要原因,因此,必須保證輸送帶的接頭質量,接頭用膠料必須與本體一致。接頭時要按照輸送帶制造廠提供的資料,在專業人員的指導下進行精心的作業。3)輸送帶接頭后,接頭兩端輸送帶中心線在10mE圍
10、內偏差e5mm4)接最后一個接頭時,應將拉緊滾筒在距上極限位置100150mmb固定,再拉緊輸送帶,直到空載段輸送帶撓度小于2/1000L為止。2.6清掃器1)所有清掃器安裝后,其刮板與輸送帶的接觸長度不得小于85%2)安裝H型刮板清掃器時,應使其刮片延長線位于滾筒中心線或中心線稍上位置,以免輸送帶運轉時引起清掃器支架振動。3)安裝H型、P型等硬質合金清掃器,安裝時應使各組刮板保持在同一平面內。H型清掃器每組刮片與輸送帶的接觸壓力控制在6080N,P型控制在4060N。4)安裝空段清掃器時應保證橡膠刮板磨光后金屬架不能與輸送帶接觸。調節后確定合適的鏈條長度。3空載試運轉帶式輸送機各部件安裝完畢
11、后,首先進行空載試運轉。運轉時間不得小于2小時,并對各部件進行觀察、檢驗及調整,為負載試運轉作好準備。3.1空載試運轉前的準備工作1)檢查基礎及各部件中聯接螺栓是否已緊固,工地焊接的焊縫有無漏焊等。2)檢查電動機、減速器、軸承座等潤滑部位是否按規定加入足夠量的潤滑油。3)檢查電氣信號、電氣控制保護、絕緣等是否符合電氣說明書的要求。4)點動電機,確認電機轉動方向。點動電機前對裝有偶合器的驅動單元,可讓偶合器暫不充油,不帶偶合器的驅動單元可先拆開高速軸聯軸器。3.2空載試運轉中的觀察內容及設備調整試運轉過程中,要仔細觀察設備各部分的運轉情況,發現問題及時調整。1) 觀察各運轉部件有無相蹭現象,特別
12、是與輸送帶相蹭的要及時處理,防止損傷輸送帶。2) 輸送帶有無跑偏,如果跑偏量超過帶寬的5%應進行調整(方法與負載試運轉中調偏方法相同)。3) 檢查設備各運轉部件有無異常聲音和異常振動。4) 減速器、液力偶合器以及其他潤滑部位有無漏油現象。5) 檢查潤滑油,軸承等處溫升情況是否正常。6) 制動器、各種限位開關、保護裝置等的動作是否靈敏可靠。7) 清掃器刮板與輸送帶的接觸情況。8) 拉緊裝置運行是否良好,有無卡死等現象。9) 基礎與各部件聯接螺栓有無松動。4負載試運轉設備通過空載試運轉并進行必要的調整后進行負載試運轉,目的在于檢測有關技術參數是否達到設計要求,對設備存在的問題進行調整。4.1 加載
13、方式加載量應從小到大逐漸增加,先按20%額定負荷加載,通過后再按50%、80%、100%額定負荷進行試運轉,在各種負荷下試運轉的連續運行時間不得少2小時。另外,應根據系統工藝流程要求決定是否進行110%-125%額定負荷下的滿載起動和運轉試驗。4.2 試運轉中間可能出現的故障及排除方法。1) 檢查驅動單元有無異常聲音,電動機、減速器軸承及潤滑油、液力偶合器油等處的溫升是否符合要求。2) 檢查滾筒、托輥等旋轉部件有無異常聲音,滾筒軸承溫升是否正確,如有不轉動的托輥應及時調整或更換。3) 觀察物料是否位于輸送帶中心,如有落料不正和偏向一側現象,可調整漏斗中可調檔板的位置來解決。4) 起動時輸送帶與
14、傳動滾筒間是否打滑,如有打滑現象,可逐漸增大拉緊裝置的拉緊力,直到不打滑時為準。5) 在負載試運轉過程中,經常出現輸送帶跑偏現象,如果跑偏量超過帶寬的5%,則應進行調整,調整方法為:a、首先檢查物料在輸送帶上對中情況,并作調整。b、根據輸送帶跑偏位置,調整上、下分支托輻和頭尾滾筒的安裝位置,見圖ad,通常調偏效果較好。c、如果輸送帶張力較小,適當增加拉緊力對防止跑偏有一定作用。上述方法無效時,應檢查輸送帶及接頭中心線直線度是否符合要求,必要時應重新接頭。6) 檢查各種清掃器的清掃效果,振動是否過大等,并按說明書進行調整。7) 仔細觀察輸送帶有無劃痕,并找出原因,防止昂貴的輸送帶造成意外損傷。8) 按說明書對各種保護裝置進行試驗,保證其動作靈
溫馨提示
- 1. 本站所有資源如無特殊說明,都需要本地電腦安裝OFFICE2007和PDF閱讀器。圖紙軟件為CAD,CAXA,PROE,UG,SolidWorks等.壓縮文件請下載最新的WinRAR軟件解壓。
- 2. 本站的文檔不包含任何第三方提供的附件圖紙等,如果需要附件,請聯系上傳者。文件的所有權益歸上傳用戶所有。
- 3. 本站RAR壓縮包中若帶圖紙,網頁內容里面會有圖紙預覽,若沒有圖紙預覽就沒有圖紙。
- 4. 未經權益所有人同意不得將文件中的內容挪作商業或盈利用途。
- 5. 人人文庫網僅提供信息存儲空間,僅對用戶上傳內容的表現方式做保護處理,對用戶上傳分享的文檔內容本身不做任何修改或編輯,并不能對任何下載內容負責。
- 6. 下載文件中如有侵權或不適當內容,請與我們聯系,我們立即糾正。
- 7. 本站不保證下載資源的準確性、安全性和完整性, 同時也不承擔用戶因使用這些下載資源對自己和他人造成任何形式的傷害或損失。
最新文檔
- 今天山西高考語文作文
- 5-7MSI同步計數器2-74161實現模長小于16任意進制計數器
- 湖北省部分重點中學2023~2024學年高二數學下學期五月聯考試卷含答案
- 上海閔行區2025屆高三高考化學試題系列模擬卷(4)含解析
- 吉林省松原市扶余第一中學2025屆高三下學期第二次階段考試數學試題含解析
- 山西醫科大學晉祠學院《中西醫臨床診療技術》2023-2024學年第一學期期末試卷
- 吉林省長春市第151中學2025屆高三下學期線上周語文試題含解析
- 泉州醫學高等專科學校《軟件項目》2023-2024學年第二學期期末試卷
- 上海市華師大二附中2025屆高三下學期第二次診斷性測驗生物試題試卷含解析
- 南通大學《DSP原理與應用》2023-2024學年第二學期期末試卷
- 2025年陪審員考試題及答案
- 居室空間設計 課件 項目八廚房空間設計
- 人教版小學五年級語文下冊2024-2025學年度第二學期第五單元質量檢測試卷含參考答案
- 2025年演出經紀人《思想政治與法律基礎》考前點題卷一
- 2024年煤礦安全規程(修訂)
- 腹脹中醫護理方案
- 小學生常用禮貌用語課件
- 2025年濟源職業技術學院單招職業技能測試題庫匯編
- 航空發動機控制知到智慧樹章節測試課后答案2024年秋中國民航大學
- 廣東省2025年高三高考模擬地理試卷試題(含答案詳解)
- 溫泉養老、養生及醫療保健項目可行性研究報告
評論
0/150
提交評論