


下載本文檔
版權說明:本文檔由用戶提供并上傳,收益歸屬內容提供方,若內容存在侵權,請進行舉報或認領
文檔簡介
1、培訓講義(I)焊接基本常識及常見焊接符號標注講義(設計)一、焊接方法的簡介1. 焊接概念:金屬的焊接是指通過適當的手段,使兩個分離的金屬物體,產生原子(分子)間結合而連接成一體的連接方法。適當的手段是只加熱、加壓或兩者并用。2. 焊接方法的分類:(1)熔化焊,(2)壓力焊,(3)釬焊(1)熔化焊方法常用的有,手工電弧焊,氬弧焊,CO2氣體保護焊,埋弧焊,氣焊 。(2 )壓力焊的方法有:點焊,縫焊,超聲波焊,摩檫焊,爆炸焊。(3 )釬焊的常用方法有:火焰釬焊,烙鐵釬焊,電阻釬焊。二、焊接結構的特點1 ,焊接接頭的突出問題:(1)幾何上的不連續性(尺寸突變,焊接缺陷)。(2 )力學性能的不均勻性。
2、(3)焊接應力與殘余變形的存在。2,焊接接頭的基本類型(1)焊接接頭的基本構成:由焊縫、熔合區、熱影響區、及鄰近的母材組成。(2)焊接接頭所起的作用:第一,是連接作用。第二是傳力作用。(3)焊縫的重要程度分兩類:聯系焊縫,焊縫傳遞很小載荷,焊縫斷裂,結構不會立即失效。承載焊縫:焊縫傳遞全部載荷,焊縫斷裂,結構立即失效。(4)焊接結構的基本類型分為:按構造形式分為對接接頭、T型(十字)接頭、搭接接頭、角接接頭、端接接頭。三、金屬材料的可焊性1 ,鋼材的可焊性:指在一定的焊接工藝條件下,獲得優質焊接接頭的難易程度,它包含兩方面內容:(1)接合性能,一定的金屬形成焊接缺陷的敏感性。(2)使用性能,焊
3、接接頭對使用要求的適應性。2,影響鋼材焊接性的主要因素:(1)鋼的化學成分,軋制方法和板厚等因素。用碳當量Ceq表示:鋼中合金元素對焊接性的影響折合成碳元素對焊接性的影響。Ceq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15. 當 Ceqv 0。4%,焊接性好。0。4%-0。6%較差。 >0。6%很差。(2) 工藝因素(3)結構因素,(4)使用條件。常見的焊接用鋼材有 Q235, 20#, 16Mn,Q335,1Cr18Ni9TI,0Cr18Ni9Ti , 1Cr18Ni9。四、鋼結構焊接構造設計1 ,減少另部件加工的工作量。2,便于焊接操作,焊接的可達性要好,宜選用平焊或
4、橫焊的焊接位置。(3)焊縫的布置應對稱于構件截面中性軸,薄壁結構采用電阻點焊,側焊 縫適當采用塞焊。(4)采用剛性較小的接頭型式,避免焊縫密集和三向焊縫相交。(5)對于厚板,在T型接頭、角接接頭和十字接頭采取防止層狀撕裂措施。(6)盡量減少焊縫的數量和尺寸。(7)焊接接頭宜采用對接接頭、T型(十字)接頭、搭接接頭、角接接頭和電阻點焊。(8)接頭形式按 GB324-88,( 9)不同厚度鋼板對接其厚度差允許值(t1-t2 ),當超過表中規定厚板加工斜坡,其坡度W 1: 4。薄板板厚t2> 5910 12> 12允許厚度差234(10)不焊透的對接焊縫,應按角焊縫計算強度,其有效厚度h
5、e。(11)全熔透的對接焊縫要求與母材等強時,he=S,不計余高。五、焊接符號的標注1, 標準GB323-88 (焊縫符號表示法)適用于金屬熔焊和電阻焊。2, 焊縫符號內容包括基本符號,輔助符號,補充符號和焊縫尺寸符號。(1) 基本符號表示焊縫橫斷面形狀的符號,標準中規定了13種基本符號。有卷邊焊縫,I型焊縫,V型焊縫,單邊 V型焊縫,帶鈍邊 V型焊縫,帶鈍邊單邊 V型焊縫,帶 鈍邊U型焊縫,帶鈍邊J型焊縫,封底焊縫,角焊縫,塞焊縫或槽焊縫,點焊縫, 縫焊縫。(2)輔助符號是表示表面形狀特征的符號,標準中規定了三種,表面平齊、凹陷、凸起。(3)補充符號:是補充說明焊縫某些特征,有帶墊板,三面焊
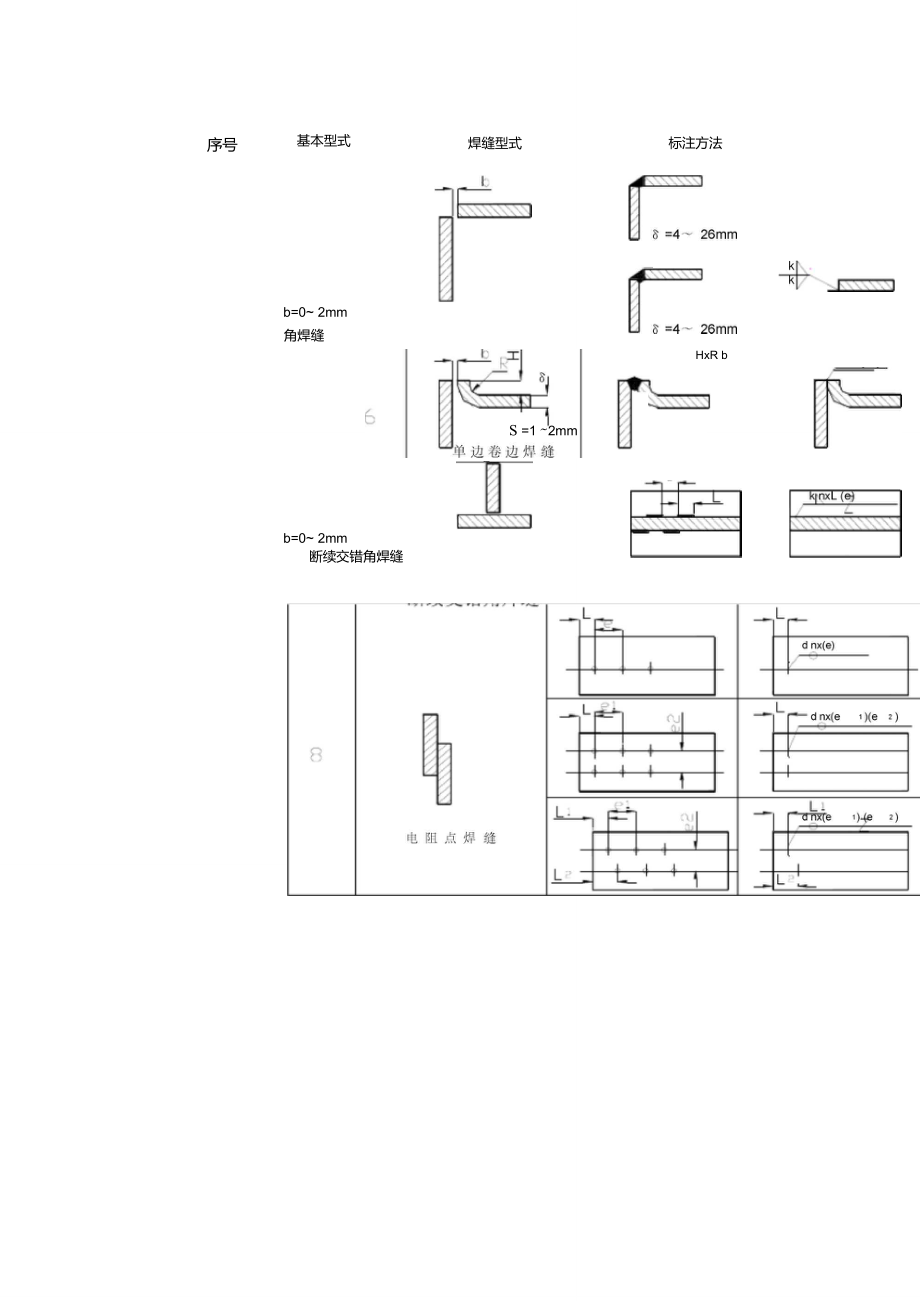
6、,周圍焊,現場焊,尾部(4)焊縫尺寸符號是表示坡口和焊縫各特征尺寸的符號,共規定16種(3 :厚度,a坡口角度,b根部間隙,e焊縫間距,P鈍邊,H坡口深度,K焊腳尺寸,h余高 S焊縫有效厚度,R根部半徑,c焊縫寬度,d熔核直徑,I焊縫長度n焊縫段數,N 相同焊縫的數量,3坡口面角度。3, 焊縫符號的表示法,(1)焊縫符號一般由指引線與基本符號組成,必要時還可以加上輔_助符號,補充符號和焊縫尺寸符號。說明(1)指引線中的基準線虛線可以在實線的上側或下側,(2)如果焊縫在接頭的箭頭一側則將基準符號標在實線側。(3)如果焊縫在接頭的非箭頭一側則將基準符號標在虛線側。(5) 標注對稱焊縫及雙面焊縫,基
7、準線虛線可以省略。(5)指引線允許折彎一次。4, 焊縫尺寸及數據標注原則(1)焊縫橫截面尺寸標在基本符號的左側,(2)焊縫長度方向的尺寸標在基本符號的右側。(3 )坡口角度、坡口面角度、根部間隙標在基本符號的上側和下側。(4)指引線的尾部標注相同焊縫的數量或按 GB5185標注工藝方法。(5)當標注尺寸數據較多時, 在數據前面加 相應的符號。(6)在標注單邊 V型焊縫,帶鈍邊單邊 V型焊縫,J型焊縫箭頭應指向坡口。(7)在基本符號右側無標注和說明時,意味焊縫是連續的。(8)在基本符號左側無標注和說明時,意味對接焊縫要完全熔透。常見焊縫基本型式及標注示例見3, 4頁2序號基本型式焊縫型式T標注方法b=0 1mm對接I型焊縫s> 0.7 SS < 3mmV8 =3 6mm8s=0.7 818 =626mmb=03mmp=1 3mm帶鈍邊單邊V型焊縫8 =6 26mm8Lb = 13 mm p = 13 mmV型焊縫18 =6 26mmQn4b嚴
溫馨提示
- 1. 本站所有資源如無特殊說明,都需要本地電腦安裝OFFICE2007和PDF閱讀器。圖紙軟件為CAD,CAXA,PROE,UG,SolidWorks等.壓縮文件請下載最新的WinRAR軟件解壓。
- 2. 本站的文檔不包含任何第三方提供的附件圖紙等,如果需要附件,請聯系上傳者。文件的所有權益歸上傳用戶所有。
- 3. 本站RAR壓縮包中若帶圖紙,網頁內容里面會有圖紙預覽,若沒有圖紙預覽就沒有圖紙。
- 4. 未經權益所有人同意不得將文件中的內容挪作商業或盈利用途。
- 5. 人人文庫網僅提供信息存儲空間,僅對用戶上傳內容的表現方式做保護處理,對用戶上傳分享的文檔內容本身不做任何修改或編輯,并不能對任何下載內容負責。
- 6. 下載文件中如有侵權或不適當內容,請與我們聯系,我們立即糾正。
- 7. 本站不保證下載資源的準確性、安全性和完整性, 同時也不承擔用戶因使用這些下載資源對自己和他人造成任何形式的傷害或損失。
最新文檔
- 中國民航大學《房屋建筑學雙語》2023-2024學年第二學期期末試卷
- 四川應用技術職業學院《臨床免疫學及檢驗》2023-2024學年第一學期期末試卷
- 江西省高安市第四中學2024-2025學年初三2月化學試題模擬試題含解析
- 漯河職業技術學院《綜合商務英語(1)》2023-2024學年第二學期期末試卷
- 鄭州澍青醫學高等專科學校《醫療與生育保障》2023-2024學年第二學期期末試卷
- 山西農業大學附屬學校2025屆初三3月線上考試化學試題含解析
- 浙江傳媒學院《控制論基礎》2023-2024學年第二學期期末試卷
- 云南省勐海縣第三中學2025年高中畢業生班階段性測試(三)英語試題含解析
- 銅仁幼兒師范高等專科學校《經典創業案例分析》2023-2024學年第二學期期末試卷
- 浙江東方職業技術學院《預防醫學創新實驗》2023-2024學年第二學期期末試卷
- “湘”談“四史”智慧樹知到期末考試答案章節答案2024年湘潭大學
- 《城市軌道交通》課件
- 湖北省2024年中考數學試卷【附真題答案】
- 廣告媒體投放分包合作協議
- 2023-2024學年北京市西城區七年級下冊期中英語檢測試題(附答案)
- 如果歷史是一群喵課件
- 2024年甘肅省中考歷史試題卷
- DZ∕T 0187-2016 地面磁性源瞬變電磁法技術規程(正式版)
- 威尼斯的小艇省公開課一等獎新名師比賽一等獎課件
- 主題二 小錢幣大歷史-2024年中考歷史專項復習
- 第5課 認識情緒 管理情緒(課件)-【中職專用】高一思想政治《心理健康與職業生涯》(高教版2023·基礎模塊)
評論
0/150
提交評論