



版權說明:本文檔由用戶提供并上傳,收益歸屬內容提供方,若內容存在侵權,請進行舉報或認領
文檔簡介
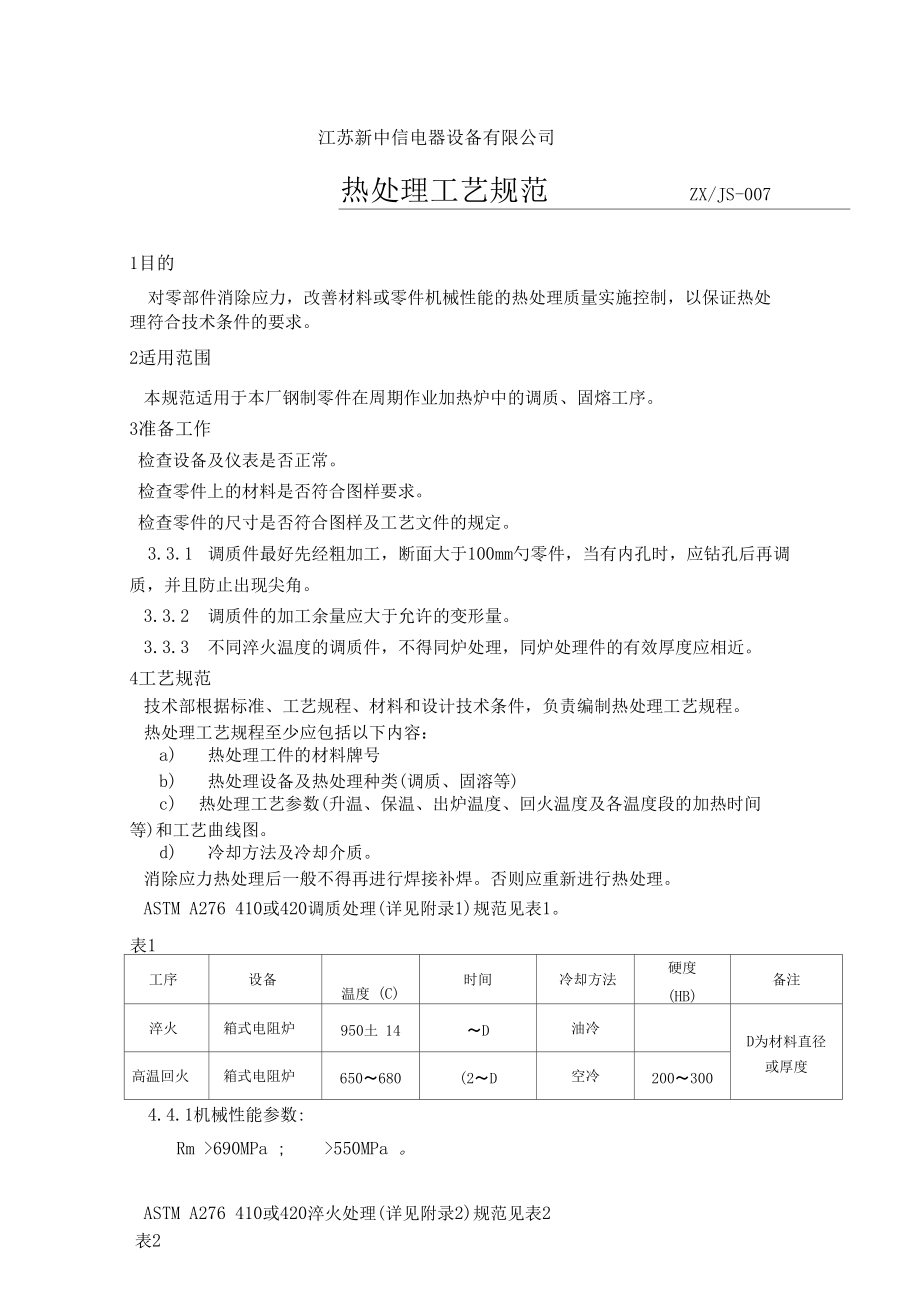
1、ZX/JS-007江蘇新中信電器設備有限公司熱處理工藝規范編制:審批:二零一三年三月江蘇新中信電器設備有限公司熱處理工藝規范ZX/JS-0071目的對零部件消除應力,改善材料或零件機械性能的熱處理質量實施控制,以保證熱處 理符合技術條件的要求。2適用范圍本規范適用于本廠鋼制零件在周期作業加熱爐中的調質、固熔工序。3準備工作檢查設備及儀表是否正常。檢查零件上的材料是否符合圖樣要求。檢查零件的尺寸是否符合圖樣及工藝文件的規定。3.3.1 調質件最好先經粗加工,斷面大于100mm勺零件,當有內孔時,應鉆孔后再調 質,并且防止出現尖角。3.3.2 調質件的加工余量應大于允許的變形量。3.3.3 不同淬
2、火溫度的調質件,不得同爐處理,同爐處理件的有效厚度應相近。4工藝規范技術部根據標準、工藝規程、材料和設計技術條件,負責編制熱處理工藝規程。熱處理工藝規程至少應包括以下內容:a) 熱處理工件的材料牌號b) 熱處理設備及熱處理種類(調質、固溶等)c) 熱處理工藝參數(升溫、保溫、出爐溫度、回火溫度及各溫度段的加熱時間等)和工藝曲線圖。d) 冷卻方法及冷卻介質。消除應力熱處理后一般不得再進行焊接補焊。否則應重新進行熱處理。ASTM A276 410或420調質處理(詳見附錄1)規范見表1。表1工序設備溫度 (C)時間冷卻方法硬度(HB)備注淬火箱式電阻爐950土 14D油冷D為材料直徑 或厚度高溫回
3、火箱式電阻爐650680(2D空冷2003004.4.1機械性能參數:Rm >690MPa ;>550MPa 。ASTM A276 410或420淬火處理(詳見附錄2)規范見表2表2工序設備溫度 (C)時間冷卻方法硬度(HB)備注淬火箱式電阻爐950± 14D油冷D為材料直徑高溫回火箱式電阻爐390440(2D空冷300350或厚度ASTM A182 F304、F316、F321鋼固溶處理(詳見附錄3)規范見表3 表3工序設備溫度(C)時間冷卻方法硬度備注固溶井式爐1050 ± 251mm/2min(30 60min)出爐后水中快冷到260 c左右空冷4.6.2
4、 機械性能參數:Rm> 515Mpa>205MPaA% >30 Z b唳 50淬火冷卻方法4.7.1 調質件采用的淬火介質一般為水或油。4.7.2 形狀簡單、斷面厚度不足100mm勺零件在水或油中冷卻,終冷溫度不予限制, 以淬硬為原則。4.7.3 形狀復雜、斷面厚度大于100mm的零件在淬火介質中冷至表面溫度為150-200 C時取出空冷。4.7.4 采用水淬油冷的零件,水冷時間按每(3-5) mnO 1s計算,水淬空冷的零件、 水冷時間,當有效厚度小于 30毫米的以S/2mm#算,有效厚度大于30mmi勺以S/1mm 計算的。回火4.8.1 回火時間的確定一般為淬火加熱保溫
5、時間的倍,零件較大或裝爐量多時應適當延長回火時間。4.8.2 回火的冷卻一般零件采用空冷,對有回火脆性傾向的材料,應在水或油中冷卻。4.9 A105材料的正火處理規范4.9.1 鍛件在鍛后直接冷卻到低于538c的溫度,然后將其重新加熱到843927c之 間的溫度,保溫一定時間(mm在空氣中冷卻。4.9.2 當制造條件能滿足下列要求時,根據 GB/T14383第11章要求,鍛件可不進行 熱處理,利用鍛造余溫對鍛件進行正火處理,切邊后,鍛件終端溫度不低于700C,且不高于980C,并將鍛件放置在靜止的空氣中冷卻。5設備加熱設備5.1.1 一般采用箱式爐、井式爐,特殊零件也可在鹽熔爐內加熱。5.1.
6、2 加熱設備的溫度均勻,在正常裝爐量的情況下,有效加熱區的溫度偏差為:淬火設備不超過± 10C;回火設備不超過土 16Co5.1.3 以燃料為熱源的空氣爐,不允許火焰直接與處理零件接觸。5.1.4 鹽熔爐的鹽浴不應對零件產生腐蝕和其他有害影響。5.1.5 保護氣氛加熱爐,應能夠根據工藝要求,對爐氣進行調節和控制。冷卻設備5.2.1 冷卻介質溫度不應超過下列規定:水0 35c油0 80c5.2.2 冷卻槽中要有能夠使冷卻液產生流動的攪拌裝置,以保證零件表面的冷卻均 勻。5.2.3 淬火用水或水溶液,不能含有水垢或其他大量的有害物質, 水溶液的濃度要符 合工藝規定。5.2.4 淬火用油不
7、能含有水、泥沙及其他大量雜質,其冷卻性能應能滿足工藝要求, 不能有明顯的老化,質地大體均勻。溫度測定及溫度控制設備5.3.1 溫度測量記錄裝置應完好,并且在檢定的周期內。5.3.2 調質用的加熱爐應配備成套的溫度測量、指示和控制設備,并應有自動記錄裝置。6操作方法及注意事項淬火溫度相同,有效厚度不同的零件,裝同一爐時,必須按保溫時間分批出爐。斷面變化大,有尖棱尖角的零件,淬火加熱時應采用下限溫度,以防淬裂。零件裝爐加熱時一般為一層,小件可裝兩層。調質件淬火時不能成堆放入冷卻槽內,防止冷卻不均勻和產生過大變形。調質件淬火后進行硬度檢驗,符合要求后,再按實測硬度和性能要求確定回火溫度。零件淬火后應
8、及時回火,高溫回火前停留時間不超8h,易開裂件要立即回火。高溫回火時裝爐溫度不應超過其規定的回火溫度,為防止裂紋產生,高合金鋼零件高 溫回火時裝爐溫度不應高于300c。工作高溫回火出爐后,應置于干燥地面上冷卻。調質件彎曲,校正后應進行除應力處理。附錄江蘇新中信電器設備有限公司熱處理(調質)工藝規程ZX/JS-007-01產品型號Z41H-150Lb零件圖號Z41H-800-1-04產品名稱法蘭閘閥零件名稱閥桿設備:SX2-10-12型箱式爐制造廠:鄭州恩格電子材料牌號:410/12CU3; 標準號:A276/GB1220毛坯種類:鍛件化學成份:C:;Si: < ; Cr:;Mn: <
9、; ; P: < ; S: <熱處理后性能要求:機械性能:Rrr>690MPa >550MPa A> 15% Z b>45%硬度:HB203 275工藝參數D為材料直徑或厚度序號工序內容設備裝爐溫度(C)加熱溫度(C)加熱時間r min)保溫時間r min)出爐溫度(C)冷卻介質溫度(C)1淬火加熱箱式爐<300950+ 14>60(-)D9801010油冷室溫2回火加熱<300650680>20(2 一 ) D650680空冷室溫3檢查硬度硬度計熱處理(調質)工藝曲線編制審核日期附錄江蘇新中信電器設備有限公司熱處理(調質)工藝規程Z
10、X/JS-007-03產品型號Z41H-150Lb零件圖號Z41H-800-1-02產品名稱法蘭閘閥零件名稱座封環設備:SX2-10-12型箱式爐制造廠:鄭州恩格電子材料牌號:420/20CU3; 標準號:A276/GB1220毛坯種類:鍛件(棒料)化學成份:C:;Si: < ; Cr:;Mn: < ; P: < ; S: <熱處理后性能要求:機械性能:Rrr>690MPa >550MPa A> 15% Z b>45%硬度:HB253 300工藝參數D為材料直徑或厚度序號工序內容設備裝爐溫度(C)加熱溫度(C)加熱時間r min)保溫時間r mi
11、n)出爐溫度(C)冷卻介質溫度(C)1淬火加熱箱式爐<300950+ 14>60(-)D950 + 14油冷室溫2回火加熱<300650680>20(2 一 ) D650680空冷室溫3檢查硬度硬度計熱處理(調質)工藝曲線編制審核日期附錄2江蘇新中信電器設備有限公司熱處理(淬火)工藝規程ZX/JS-007-02產品型號Z41H-150Lb零件圖號Z41H-800-1-03產品名稱法蘭閘閥零件名稱閘板設備:SX2-10-12型箱式爐制造廠:鄭州恩格電子材料牌號:410/12CU3; 標準號:A276/GB1220毛坯種類:鍛件(棒料)化學成份:C:;Si: < ;
12、Cr:;Mn: < ; P: < ; S: <熱處理后性能要求:機械性能:Rrr>690MPa >550MPa A> 15% Z b>45%硬度:HB303 350工藝參數D為材料直徑或厚度序號工序內容設備裝爐溫度(C)加熱溫度(C)加熱時間r min)保溫時間r min)出爐溫度(C)冷卻介質溫度(C)1淬火加熱箱式爐<300950+ 14>60(-)D950 + 14油冷室溫2回火加熱<200390440>20(2 一 ) D390 440空冷室溫3檢查硬度硬度計熱處理(淬火)工藝曲線生那七14七洋火同火時間匕楠)編制審核日
13、期附錄3江蘇新中信電器設備有限公司熱處理(固溶)工藝規程ZX/JS-007-04產品型號J61W/H11W-800Lb零件圖號J61W-800-1/2-01/04H11W-800-1/2-01/03產品名稱截止閥/止回閥零件名稱閥體、閥蓋設備:RJ2-30-11井式爐制造廠:江蘇高皓工業爐公司材料牌號:F304;標準號:A182/;毛坯種類:鍛件(棒料)化學成份:C:0; Si: < Mn:< P:0; S: < Ni:;熱處理后性能要求:機械性能:Rrr>515MPa >205MPa A>30% Z b150%硬度:工藝參數序號工序內容設備裝爐溫度(C)加熱溫度(C)保溫時間r min)出爐溫度(C)冷卻介質溫度 (C)1淬火加熱
溫馨提示
- 1. 本站所有資源如無特殊說明,都需要本地電腦安裝OFFICE2007和PDF閱讀器。圖紙軟件為CAD,CAXA,PROE,UG,SolidWorks等.壓縮文件請下載最新的WinRAR軟件解壓。
- 2. 本站的文檔不包含任何第三方提供的附件圖紙等,如果需要附件,請聯系上傳者。文件的所有權益歸上傳用戶所有。
- 3. 本站RAR壓縮包中若帶圖紙,網頁內容里面會有圖紙預覽,若沒有圖紙預覽就沒有圖紙。
- 4. 未經權益所有人同意不得將文件中的內容挪作商業或盈利用途。
- 5. 人人文庫網僅提供信息存儲空間,僅對用戶上傳內容的表現方式做保護處理,對用戶上傳分享的文檔內容本身不做任何修改或編輯,并不能對任何下載內容負責。
- 6. 下載文件中如有侵權或不適當內容,請與我們聯系,我們立即糾正。
- 7. 本站不保證下載資源的準確性、安全性和完整性, 同時也不承擔用戶因使用這些下載資源對自己和他人造成任何形式的傷害或損失。
最新文檔
- 鐵路工程安全技術石家莊鐵路16課件
- 2025年特種設備作業人員氣瓶充裝P證考試題庫
- 中國交響樂賞析課件
- 大學生職業規劃大賽《服裝設計與工程專業》生涯發展展示
- 醫療器械租賃合同示范文本
- 企業運營項目管理咨詢服務合同
- 產品代購合同協議書
- 項目合同:人員招聘與管理
- 普法宣講【法律學堂】第二十三章 辯護詞-ldfjxs004
- 香港酒店聯盟合同價格指南
- 美妝護膚直播培訓課件
- 流動人口計劃生育服務管理信息系統培訓
- 招投標培訓教程課件
- (完整版)【鋼琴譜】大魚鋼琴譜
- 個人車位轉讓協議:免修版模板范本
- 酒廠從業人員【安全教育培訓】課件
- 北京路沂河橋及兩岸立交改造工程橋梁頂升專項施工方案
- 某地塊土壤污染狀況調查匯報PPT模板框架
- 睪丸附睪炎護理
- 居家養老服務規范:服務滿意度測評
- 拉動式生產方案-課件
評論
0/150
提交評論