



版權說明:本文檔由用戶提供并上傳,收益歸屬內容提供方,若內容存在侵權,請進行舉報或認領
文檔簡介
1、百度文庫湖南科技大學機械加工工藝過程卡片產品型號產品名稱變速箱零件圖號零件名稱變速箱卜蠱共3頁第1頁材料牌號HT200毛坯種類金屬型鑄件|毛坯外形尺寸754X400刈86每毛坯件數1每臺件數1備藥E工序號工序名稱工序內容車間工段設備工藝裝備工時準終單件01鑄造金屬型鑄造毛坯02回火熱處理03/探傷檢驗04表面噴丸處理10粗銃以頂面為粗基準,粗銃箱體結合面X7010面銃刀、游標卡尺20粗銃以箱體結合面為基準,粗銃頂面X7010面銃刀、游標卡尺30鉆孔結合上下箱體,鉆、餃出兩個定位孔2-。12H8組合鉆床麻花鉆、錢刀、卡尺、塞規40粗銃以結合面為基準兩銷定位,粗銃前后端面及凸臺組合銃床面銃刀、游標
2、卡尺、50粗銃以結合面為基準兩銷定位,粗銃右端面組合銃床面銃刀、游標卡尺/60半精銃以頂面為基準,半精銃箱體結合面X7010面銃刀、游標卡尺70半精銃以結合面為基準兩銷定位,半精銃前后端面至圖紙要求組合銃床面銃刀、游標卡尺80半精銃以結合面為基準兩銷定位,半精銃右端面至圖紙要求組合銃床面銃刀、游標卡尺90半精銃以結合面為基準兩銷定位,半精銃頂面至圖紙要求X7010/面銃刀、游標卡尺100半精銃結合上下箱體,銃結合面凹槽至圖紙要求X7010立銃刀、游標卡尺110精銃以頂面為基準,精銃箱體結合面至圖紙要求X7010面銃刀、游標卡尺120鉆頂面孔以結合面為基準,用心軸穿過加10,鉆14-M8組裝孔;
3、鉆頂組合鉆床麻花鉆、卡尺、塞規面螺紋孔4-M12-6H;鉆兩肋板中間凸臺M20X螺紋孔設計(日期)校對(日期)審核(日期)標準化(日期)會簽(日期)標記處數更改文件號簽字日期標記處數更改文件號簽字日期湖南科技大學/'機藝過程卡片產品型號零件圖號,微力UII產品名稱變速箱零件名稱變速箱卜蠱共3頁第2頁材料牌號1HT200毛坯種類金屬型鑄件毛坯外形尺寸754>400X186每毛坯件數1每臺件生攵1備泊工序號d工序名稱工序內容車間工段設備'工藝叁自備工時準終單件130鉆前后端面孔以結合面為基準,鉆右側肋板2-456!孔、止面凸臺2-46通孔、左側肋板力441孔;鉆側面螺紋孔14
4、-M12-6H組合鉆床麻花鉆、卡尺、塞規140鉆右端面孔以結合面為基準,鉆右端面3-418!孔、2-M12-6H螺紋孔組合鉆床麻花鉆、卡尺、塞規150德孔對臺階面上的組裝孔14-58進行432銅平;對孔2-426進行。4,銅平;對3-4181孔在右端面內側進行力321忽平1組合鉆床鋼鉆、卡尺、塞加160攻絲對頂囿4-M12-6H螺紋孔攻絲至圖紙要求;對前后側面14-M12-6H螺紋孔攻絲至圖紙要求;對右側2-M12-6H螺紋孔攻絲至圖紙要求;對肋板間凸臺螺紋孔M20X攻絲至圖紙要求組合攻絲機170粗鎮前后端面軸孔組合上下箱體,以結合面為基準兩銷定位,粗鏈軸孔。180。1204110組合鎮床硬質
5、合金刀具、游標卡尺180粗鎮右端面軸孔組合上下箱體以結合面為基準兩銷定位,粗鎮右側軸孔。130及端面凹槽組合鎮床硬質合金刀具、游標卡尺190半精建前后端面軸孔組合上下箱體,以結合面為基準兩銷定位,半精鏈軸孔418041204110組合鎮床硬質合金刀具、游標卡尺200半精鋒右端面軸孔組合上下箱體,以結合面為基準兩銷定位,半精鎮右側軸孔。13()組合鎮床硬質合金刀具、游標卡尺210精建前后端面軸孔組合上下箱體,以結合面為基準兩銷定位,精鎮三軸孔418041204110組合鎮床硬質合金刀具、游標卡尺220精鑲右端面軸孔組合上下箱體以結合面為基準兩銷定位,精鎮右側軸孔。30組合鎮床硬質合金刀具、游標卡
6、尺230倒角各螺紋孔處倒角1>45°支承孔處倒角2>45°,倒角機240倒圓角各處需倒圓角出倒圓角。15倒角機設計(日期)校對(日期)審核(日期)標準化(日期)會簽(日期)標記處數更改文件號簽字日期標記處數更改文件號簽字日期湖南科技大學機械加工工藝過程卡片產品型號產品名稱變速箱零件圖號零件名稱變速箱卜蠱共3頁第3頁材料牌號、HT200毛坯種類金屬型鑄件|毛坯外形尺寸754>400X186每毛坯件數1每臺件數1備藥E工序號工序名稱工序內容車間工段設備工藝裝、備工時準終單件250補底漆箱體內部加,面涂紅色耐油底漆260檢查檢查零件是否符合要求3百度文庫設計(日
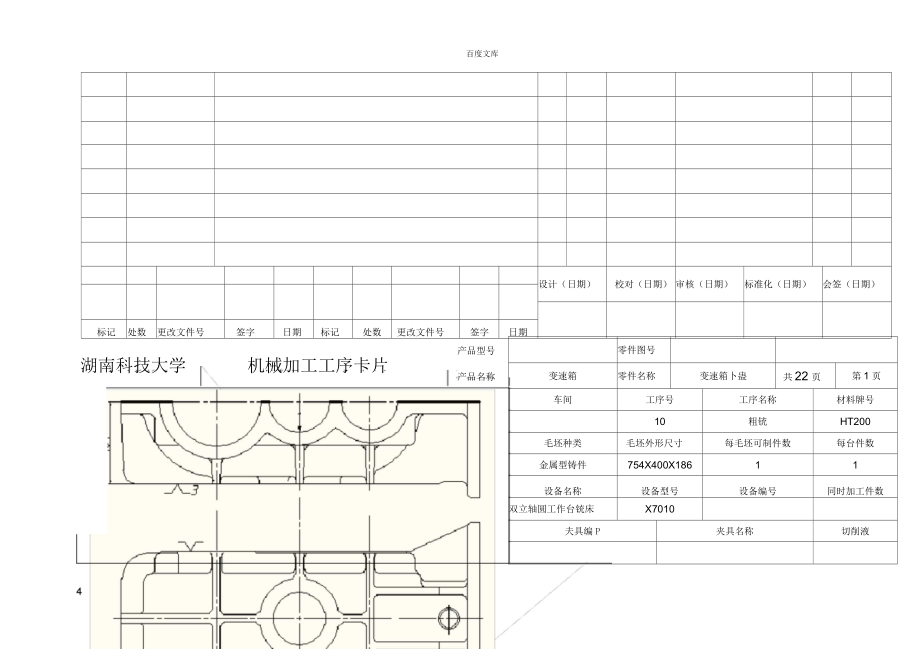
7、期)校對(日期)審核(日期)標準化(日期)會簽(日期)標記處數更改文件號簽字日期標記處數更改文件號簽字日期湖南科技大學機械加工工序卡片零件圖號變速箱零件名稱變速箱卜蠱共22頁第1頁車間工序號工序名稱材料牌號10粗銃HT200毛坯種類毛坯外形尺寸每毛坯可制件數每臺件數金屬型鑄件754X400X18611設備名稱設備型號設備編號同時加工件數雙立軸圓工作臺銃床X7010夫具編P夾具名稱切削液產品型號產品名稱王軸轉速切削速度進給量藝備r/minm/minmm/z硬質合金面銃刀、游標卡尺以頂面為粗基準,粗銃箱體結合面125157工位器具編號工位器具名稱被吃刀量mm工序工時(分)單件進給次數工時/min機
8、動輔助標記處數更改文件號簽字日期標記處數更改文件號簽字日期設計(日期)1審核(日期)校對(日期)產品型號湖南科技大學機械加工工序卡片產品名稱標準化(日期)會簽(日期)零件圖號變速箱零件名稱變速箱卜蠱共22頁第2頁車間工序號工序名稱材料牌號20粗銃HT200毛坯種類毛坯外形尺寸每毛坯可制件數每臺件數金屬型鑄件754必00X186/11設備名稱設備型號,“設備編號同時加工件數雙立軸圓工作臺銃床X7010夫具編P夾具名稱切削液工位器具編號工位器具名稱工序工時(分)王軸轉速切削速度進給量內步藝備r/minm/minmm/z硬質合金面銃刀、游標卡尺以箱體結合面為基準,粗銃頂面125157被吃刀量mm進給
9、次數單件工時/min機動輔助標記處數更改文件號簽字日期標記處數更改文件號簽字日期設計(日期)校對(日期)審核(日期)標準化(日期)會簽(日期)產品型號湖南科技大學機械加工工序卡片產品名稱零件圖號變速箱零件名稱變速箱卜蠱共22頁第3頁車間工序號工序名稱材料牌號30鉆孔HT200毛坯種類毛坯外形尺寸每毛坯可制件數每臺件數金屬型鑄件754>400X18611設備名稱設備型號/設備編號同時加工件數組合鉆床夫具編P/夾具名稱切削液工位器具編號工位器具名稱工序工時(分)準終單件百度文庫王軸轉速切削速度進給量被吃刀量進給次數內步藝備機動r/minm/minmm/rmm工時/min輔助組合上下箱體鉆出兩
10、個定位孔高速鋼麻花鉆、游標卡尺校定位銷孔硬質合金錢刀、游標卡尺標記處數更改文件號簽字日期標記處數更改文件號簽字日期設計(日期)500125校對(日期)審核(日期)標準化(日期)湖南科技大學機械加工工序卡片會簽(日期))LJIo就12.5ffi零件圖號變速箱零件名稱變速箱卜蠱共22頁第4頁車間工序號工序名稱材料牌號40粗銃HT200毛坯種類毛坯外形尺寸每毛坯可制件數每臺件數金屬型鑄件754X400X18611設備名稱設備型號設備編號/同時加工件數雙立軸圓工作臺銃床X7010夫具編P夾具名稱切削液工位器具編號/工位器具名稱工序工時(分)準終單件產品型號產品名稱百度文庫口工步內容工藝裝備號主軸轉速切
11、削速度進給量被吃刀量進給次數工時/minr/minm/minmm/zmm機動輔助結合上下箱體,以結合面為基準,粗銃前后端面及凸臺硬質合金面銃刀、游標卡尺112515715設計(日期)校對(日期)、審核(日期)標準化(日期)會簽(日期)產品型號零件圖號洲陰修僅人于帆愀川丁下月產品名稱變速箱零件名稱變速箱卜蠱共22頁第5頁材料牌號車間工序名稱標記處數更改文件號簽字日期標記處數更改文件號簽字日期50HT20013毛坯種類毛坯外形尺寸每毛坯可制件數金屬型鑄件754X400X1861,設備名稱設備型號設備編號,雙立軸圓工作臺銃床X7010夫具編p夾具名稱工位器具編號工位器具名稱每臺件數1同時加工件數切削
12、液工序工時(分)準終單件百度文庫王軸轉速切削速度進給量內步藝備r/minm/minmm/z結合上下箱體,以結合面為基準,粗銃右端面硬質合金面銃刀、游標卡尺125157被吃刀量mm進給次數標記處數更改文件號簽字日期標記處數更改文件號簽字日期設計(日期)審核(日期)標準化(日期)校對(日期)產品型號湖南科技大學機械加工工序卡片工時/min機動輔助會簽(日期)零件圖號變速箱零件名稱變速箱卜蠱共22頁第6頁車間工序號工序名稱材料牌號60/例銃HT200毛坯種類毛坯外形尺寸每毛坯可制件數每臺件數金屬型鑄件754必00X18611設備名稱設備型號設備編號同時加工件數雙立軸圓工作臺銃床/X7010夫具編P夾
13、具名稱切削液產品名稱王軸轉速切削速度進給量內藝備r/minm/min以頂面為基準,半精銃箱體結合面硬質合金面銃刀、游標卡尺180工位器具編號工位器具名稱被吃刀量mm/zmm進給次數工序工時(分)單件工時/min機動輔助226標記處數更改文件號簽字日期標記處數更改文件號簽字日期設計(日期)校對(日期)審核(日期)標準化(日期)會簽(日期)產品型號機械加工工序卡片產品名稱aio湖南科技大學零件圖號變速箱零件名稱變速箱卜蠱共22頁第7頁車間工序號工序名稱材料牌號70半精銃HT200毛坯種類毛坯外形尺寸每毛坯可制件數每臺件數金屬型鑄件754X400X18611設備名稱設備型號設備編號同時加工件數雙立軸
14、圓工作臺銃床X7010夫具編P夾具名稱切削液百度文庫工序工時(分)工位器具名稱單件王軸轉速切削速度進給量被吃刀量工時/min內藝備機動r/minm/minmm/zmm以結合面為基準,半精銃前后端面硬質合金面銃刀、游標卡尺1802261設計(日期)校對(日期)審核(日期)標準化(日期)零件圖號進給次數工位器具編號輔助標記處數更改文件號簽字日期標記處數更改文件號簽字日期產品型號湖南科技大學機械加工工序卡片產品名稱變速箱750施必會簽(日期)零件名稱變速箱下蓋共22頁第8頁車間工序號工序名稱材料牌號80半精銃HT200毛坯種類毛坯外形尺寸每毛坯可制件數每臺件數金屬型鑄件754X400X18611設備
15、名稱設備型號/設備編號同時加工件數雙立軸圓工作臺銃床X7010夫具編P/夾具名稱切削液工位器具編號工位器具名稱工序工時(分)準終單件ii百度文庫王軸轉速切削速度進給量藝備r/minm/min以結合面為基準,半精銃右端面硬質合金面銃刀、游標卡尺180226標記處數更改文件號簽'字日期標記處數更改文件號簽字日期設計(日期)產品型號湖南科技大學機械加工工序卡片產品名稱12|校對(日期)被吃刀量mm/zmm審核(日期)進給次數標準化(日期)工時/min機動輔助會簽(日期)零件圖號變速箱零件名稱變速箱卜蠱共22頁第9頁車間工序號/工序名稱材料牌號90HT200毛坯種類毛坯外形尺寸每毛坯可制件數每
16、臺件數金屬型鑄件754X400X18611設備名稱設備型號設備編號同時加工件數雙立軸圓工作臺銃床小X7010夫具編P夾具名稱切削液23設備名稱設備型號設備編號同時加工件數雙立軸圓工作臺銃床X7010夫具編R夾具名稱切削液工位器具編號工位器具名稱工序工時(分)準終單件工步號工、步內容工藝裝備主軸轉速切削速度進給量被吃刀量進給次數工時/minr/minm/minmm/rmm機動輔助1結合上下箱體,半精銃結合面凹槽硬質合金面銃刀、游標卡尺180、1設計(日期)校對(日期)審核(日期)標準化(日期)會簽(日期)標記處數更改文件號簽字日期標記處數更改文件號簽字日期標記處數更改文件號簽字日期標記處數更改文
17、件號簽字日期百度文庫毛坯種類毛坯外形尺寸每毛坯可制件數每臺件數金屬型鑄件754必00X18611設備名稱設備型號設備編號同時加工件數雙立軸圓工作臺銃床X7010夫具編p夾具名稱切削液工位器具編號工位器具名稱工序工時(分)準終單件工步號工步內容工藝裝備主軸轉速切削速度進給量被吃刀量進給次數工時/minr/minm/minmm/rmm機動輔助1以結合面為基準,精銃結合面硬質合金面銃刀,游標卡尺180226/11設計(日期)校對(日期)審核(日期)標準化(日期)會簽(日期)標記處數更改文件號簽字日期標記處數更改文件號簽字日期沛十、LU,、/L|-t工卜上一丁丁庠卡片產品型號零件圖號33產品名稱變速箱
18、零件名稱變速箱下蓋共22頁第12頁工步號以結合面為基準,鉆頂面螺紋孔以結合面為基準,鉆組裝孔以結合面為基準,鉆兩肋板中間凸臺螺紋孔車間工序號工序名稱材料牌號120鉆孔HT200毛坯種類毛坯外形尺寸每毛坯可制件數每臺件數金屬型鑄件754>400X18611設備名稱設備型號設備編號同時加工件數組合鉆床夾具編號夾具名稱切削液高速鋼麻花鉆、游標卡尺、90。角尺高速鋼麻花鉆、游標卡尺、90°角尺高速鋼麻花鉆、游標卡尺、90°角尺工序工時(分)工位器具編號工位器具名稱準終單件王軸轉速切削速度進給量被吃刀量r/minm/minmm/r710500500審核(日期)mm設計(日期)校
19、對(日期)進給次數標準化(日期)工時/min機動輔助會簽(日期)標記處數更改文件號簽字日期標記處數更改文件號簽字日期1312213以結合面為基準,鉆正面凸臺通孔高速鋼麻花鉆、游標卡尺、萬能角度尺2504以結合面為基準,鉆左側肋板通孔高速鋼麻花鉆、游標卡尺、萬能角度尺180設計(日期)校對(日期)審核(日期)標準化(日期)會簽(日期)標記處數更改文件號簽字日期標記處數更改文件號簽字日期湖南科技大學產品型號零件圖號機械加予卡片產品名稱變速箱零件名稱變速箱卜蠱共22頁第14頁工步車間工序號工序名稱材料牌號140鉆孔HT200毛坯種類毛坯外形尺寸每毛坯可制件數每臺件數金屬型鑄件754>400X1
20、8611設備名稱設備型號設備編號同時加工件數組合鉆床夫具編p夾具名稱,切削液工位器具編號工位器具名稱工序工時(分)準終單件主軸轉速切削速度進給量被吃刀量進給工時/minr/minm/minmm/rmm次數機動輔助高速鋼麻花鉆、游標卡尺、萬能角度尺以結合面為基準,鉆螺紋孔1710高速鋼麻花鉆、游標卡尺、萬能角度尺以結合面為基準,鉆通孔3555設計(日期)校對(日期)審核(日期)標準化(日期)會簽(日期)標記處數更改文件號簽字日期標記處數更改文件號簽字日期產品型號機械加工工序卡片FT-©湖南科技大學零件圖號變速箱零件名稱變速箱卜蠱共22頁第15頁車間工序號工序名稱材料牌號150鉤孔HT2
21、00毛坯種類毛坯外形尺寸每毛坯可制件數每臺件數金屬型鑄件754>400X186171設備名稱設備型號設備編號同時加工件數組合鉆床夫具編P夾具名稱切削液工位器具編號工位器具名稱工序工時(分)準終單件產品名稱百度文庫王軸轉速切削速度進給量被吃刀量進給次數口工步內容工藝裝備號主軸轉速切削速度進給量被吃刀量進給次數工時/minr/minm/minmm/rmm機動輔助高速鋼柱形銅鉆、游標卡尺以結合面為基準,對臺階上的組裝孔德平118017以結合面為基準,對正面凸臺孔內側鉤平高速鋼柱形銅鉆、游標卡尺180以結合面為基準,對右端面通孔內側鉤平高速鋼柱形銅鉆、游標卡尺180設計(日期)校對(日期)審核(
22、日期)標準化(日期)會簽(日期)標記處數更改文件號簽字日期標記處數更改文件號簽字日期湖南科技大學機械加工工序卡片產品型號零件圖號產品名稱變速箱零件名稱變速箱下蓋共22頁第16頁車間工序號工序名稱材料牌號160螺紋孔攻絲HT200毛坯種類毛坯外形尺寸每毛坯可制件數每臺件數金屬型鑄件754>400X18611設備名稱設備型號設備編號同時加工件數組合攻絲機夫具編R/夾具名稱切削液工位器具編號/工位器具名稱工序工時(分)準終單件內藝備r/minm/minmm/rmm前后端面螺紋孔攻絲高速鋼機動絲錐13551頂面螺紋孔攻絲高速鋼機動絲錐23551右端面螺紋孔攻絲高速鋼機動絲錐33551工時/min
23、機動輔助兩肋板中間凸臺螺紋孔攻絲高速鋼機動絲錐355標記處數更改文件號簽字日期標記處數更改文件號簽字日期設計(日期)校對(日期)審核(日期)標準化(日期)會簽(日期)21產品型號湖南科技大學機械加工工序卡片產品名稱©畬零件圖號變速箱零件名稱變速箱卜蠱共22頁第17頁車間工序號工序名稱材料牌號170粗鎮HT200毛坯種類毛坯外形尺寸每毛坯可制件數每臺件數金屬型鑄件754>400X18611設備名稱設備型號設備編號同時加工件數組合鎮床夫具編P/夾具名稱切削液工位器具編號./工位器具名稱工序工時(分)準終單件工步號工步內容工藝裝備主軸轉速切削速度進給量被吃刀量進給次數工時/minr/
24、minm/minmm/rmm機動輔助1結合上下箱體,以結合面為基準,粗鏈。180支承孔硬質合金刀具、游標卡尺90312結合上下箱體,以結合面為基準,粗鏈。120支承孔硬質合金刀具、游標卡尺125313結合上下箱體,以結合面為基準,粗鏈。110支承孔硬質合金刀具、游標卡尺12531設計(日期)校對(日期)審核(日期)標準化(日期)會簽(日期)標記處數"更改文件號簽字日期標記處數更改文件號簽字日期湖南科技大學機械加工工序卡片陋1乃&忸零件圖號變速箱零件名稱變速箱卜蠱、共22頁第18頁車間工序號工序名稱材料牌號180粗鏈HT200毛坯種類毛坯外形尺寸每毛坯可制件數每臺件數金屬型鑄件
25、754>400X18611設備名稱設備型號/設備編號同時加工件數組合鎮床夫具編R/夾具名稱切削液工位器具編號工位器具名稱工序工時(分)準終單件產品型號產品名稱百度文庫王軸轉速切削速度進給量被吃刀量進給次數步內容藝備機動r/minm/minmm/rmm工時/min結合上下箱體,以結合面為基準,粗鏈。130支承孔硬質合金刀具、游標卡尺結合上下箱體,以結合面為基準,鏈右端面凹槽硬質合金刀具、游標卡尺標記處數更改文件號簽字日期標記處數更改文件號簽字日期設計(日期)12563校對(日期)審核(日期)輔助10標準化(日期)會簽(日期)湖南科技大學機械加工工序卡片產品名稱e零件圖號變速箱零件名稱變速箱
26、卜蠱共22頁第19頁車間工序號工序名稱材料牌號190半精鎮HT200毛坯種類毛坯外形尺寸每毛坯可制件數每臺件數金屬型鑄件754>400X18611設備名稱設備型號設備編號/同時加工件數組合鎮床夫具編P夾具名稱切削液工位器具編號/工位器具名稱工序工時(分)準終單件產品型號43機動r/minm/minmm/rmm工時/min結合上下箱體,以結合面為基準,半精鏈。180支承孔硬質合金刀具、游標卡尺結合上下箱體,以結合面為基準,半精鏈。120支承孔硬質合金刀具、游標卡尺結合上下箱體,以結合面為基準,半精鏈。110支承孔硬質合金刀具、游標卡尺125180180輔助標記處數"更改文件號簽字日期標記處數更改文件號簽字日期設計(日期)校對(日期)審核(日期)標準化(日期)會簽(日期)機械加工工序卡片產品名稱湖南科技大學1I11零件圖號變速箱零件名稱變速箱卜蠱共22頁第20頁車間工序號工序名稱材料牌號200半精鎮HT200毛坯種類毛坯外形尺寸每毛坯可制件數每臺件數金屬型鑄件754>400X18611設備名稱設備型號設備編號同時加工件數組合鎮床夫具編R/夾具名稱切削液工位器具編號/工位器具名稱工序工時(分)準終單件產品型號百度文庫口工步內容工藝
溫馨提示
- 1. 本站所有資源如無特殊說明,都需要本地電腦安裝OFFICE2007和PDF閱讀器。圖紙軟件為CAD,CAXA,PROE,UG,SolidWorks等.壓縮文件請下載最新的WinRAR軟件解壓。
- 2. 本站的文檔不包含任何第三方提供的附件圖紙等,如果需要附件,請聯系上傳者。文件的所有權益歸上傳用戶所有。
- 3. 本站RAR壓縮包中若帶圖紙,網頁內容里面會有圖紙預覽,若沒有圖紙預覽就沒有圖紙。
- 4. 未經權益所有人同意不得將文件中的內容挪作商業或盈利用途。
- 5. 人人文庫網僅提供信息存儲空間,僅對用戶上傳內容的表現方式做保護處理,對用戶上傳分享的文檔內容本身不做任何修改或編輯,并不能對任何下載內容負責。
- 6. 下載文件中如有侵權或不適當內容,請與我們聯系,我們立即糾正。
- 7. 本站不保證下載資源的準確性、安全性和完整性, 同時也不承擔用戶因使用這些下載資源對自己和他人造成任何形式的傷害或損失。
最新文檔
- 2025年冰雪旅游項目投資可行性研究報告:區域政策支持與風險規避
- 2025年邏輯考試重難點回顧試題及答案
- 信息處理技術員實務能力測試題目及答案
- 文學作品中的困境與救贖試題及答案
- 2025年稅法考場策略試題及答案
- WPS文檔編輯失敗的原因試題及答案
- 某年度特種泵閥競爭策略分析報告
- 2020年半導體行業存儲芯片研究框架
- 工業互聯網平臺2025網絡流量整形技術在工業互聯網平臺綠色制造中的應用報告
- 開源軟件項目管理與發展策略試題及答案
- 2024年南京市鼓樓區小升初英語考試題庫及答案解析
- 2018年年歷表(農歷節日A4打印版)
- 2024年度管理評審會
- 2024ABB ConVac真空接觸器安裝說明書
- 衛星通信與移動通信技術融合與應用
- 醫院死亡證明培訓課件
- 第一套太極功夫扇扇譜
- 毒蛇咬傷完整版本
- 展位評估報告
- 家庭分家協議書15篇
- 幼兒足球訓練課件
評論
0/150
提交評論