


下載本文檔
版權說明:本文檔由用戶提供并上傳,收益歸屬內容提供方,若內容存在侵權,請進行舉報或認領
文檔簡介
1、.注塑件外觀檢驗標準1. 目的明確公司注塑外觀質量標準,規(guī)范塑膠產品外觀檢驗與判定標準,確保客戶及協(xié)力廠商對本公司品質要求的認知。2. 適用范圍適用于公司生產或外購的塑膠產品。3. 定義3.1缺陷劃分3.1.1嚴重缺陷( CR)對人身安全有危險或存在對人身健康有危害的缺陷。如漏電、漏水、塑膠有毒、利邊等。3.1.2主要缺陷( MA)產品主要功能喪失、會影響使用壽命、會影響裝配速度或嚴重外觀不良直接影響產品的銷售。如刮花、異色嚴重等。3.1.3次要缺陷( MI)輕微外觀不良, 不會直接影響到產品的銷售。即除了 CR、MA外的缺陷。 如輕微油污、 刮花、水紋、縮水等。3.2表面等級劃分A面:在正常
2、使用時,能看到的外表面,如絲印位、銘牌位所在面作為A 面B面:在正常使用時看不到的外表面,如產品的側面、背面作為B 面C面:不借用工具可看到的內表面或需要打開后才看得到的表面作為C面3.3塑膠件表面缺陷定義1) 異色點:膠件表面由不同于本體顏色可見雜質或燒焦的碎片形成2) 碰劃傷: 產品受外力作用在表面出現(xiàn)的各種凹線或無深度線性傷痕,用手指甲感覺有感、有層次感。3) 披鋒:在塑料零件的邊緣或結合線處線性凸起的膠料及產品邊緣處因人工修邊而產生缺口等不規(guī)則形狀 ( 通常為成型不良所致 ) 。4) 色差:膠料著色時色粉混攪不均勻 , 水口料使用比例不當 , 注塑溫度變化等原因造成與色板顏色形成的偏差
3、 . (指:實際部品顏色與承認樣品顏色或色號比對超出允收值)。5) 縮水:注塑成型后 , 塑料冷卻時由于受到各種影響,產品體積內收縮在表面形成的凹陷的痕跡。6) 缺膠:注射量不足和模具損壞而造成產品形體的缺損、缺料情形。7) 變形:注塑時 , 溫度太高 , 冷卻時間不夠 , 出模后收縮 , 本身殘留應力變化導致彎曲或由于出模不順,頂針強行頂出變形。8) 油污:附著在產品表面上的油性液體。9)汽紋:模具設計排氣不良或調較不當,熔融膠料在模具型腔內充模時, 膠料走膠速度太慢, 造成排氣困難 , 氣體只能由入水位排氣, 在入水位表面或附近出現(xiàn)圈狀色變或反光。10) 夾水紋:啤塑中熔融膠料在模具型腔充
4、模時由于遇到嵌件、孔、柱、柵格, 流速不能連貫、通暢的.區(qū)域而以多股形式匯合, 因不能完全熔合而產生線狀的熔接縫.11) 起皮:模具設計排氣不良或調較不當 , 熔融膠料在模具型腔內充模時 , 速度太快 , 膠件表面與模腔內面有一股氣體不能及時排出去 , 在表面形成花狀的白點 , 用手指甲去刮可脫皮。12) 汽泡:產品內部產生的空洞及表面產生圓形的突起。13) 頂白:注塑時 , 壓力大溫度高 , 冷卻時間不夠 , 膠件在脫模時 , 由于膠件某部位粗糙造成出模困難,頂針通過一定壓力強行頂出, 頂針位的表面處發(fā)白、凸起。14)裝配縫隙:除了設計時規(guī)定的縫隙外,由兩部組件裝配造成的縫隙4、檢驗標準此規(guī)
5、范系依據(jù)GB/T2828.1-2003一次抽樣方案級之抽樣水準, 隨機取樣進行檢驗,AQL以各部門作業(yè)指導書為準,如無明確要求的,依據(jù)以下AQL進行判定。嚴重缺陷( CR) : C=0主要缺點 (MA): MA=0.65 主要為性能、功能不良及零部件漏裝等,且此類型缺陷會引起客戶投訴或返工費用較大者 .次要缺點 (MI) : MI=2.5主要為外觀不良或機械性能不良,但不影響性能的缺陷。4.1 檢驗條件在 40W日光燈源下垂直距離1 米,目視距離30CM觀測,視線相對水平面45 度以上、從觀察物正面開始觀察產品一周。部品不能為突出表面瑕疵而使用單向照射光源, 目視時應無直接照射光源。檢驗時間:
6、每一個檢驗之位置的時間如下表,若有可視之缺失點發(fā)現(xiàn)于上述任一兩種檢驗位置時,則該可視缺失所在區(qū)域,以該區(qū)域之允收標準判定之。編碼ABC目視距離300mm300mm600mm目視時間10 秒5 秒3 秒5、外觀判定標準項目類規(guī)格要求缺陷劃分檢驗項目檢驗方法MA MI別CR在 100c 的塑件表面上可接收0.25mm 的異色點兩顆。A 表面異色點直徑0.5MM時可接收一顆異色點直徑 0.5MM標準菲林在 100c 的塑件表面上可接收0.35mm 的B 表面異色點兩顆。異色點直徑0.75MM時可接收一顆.直徑 0.75MM在 100c 的塑件表面上可接收0.8mm的異色點兩顆。C 表面異色點直徑 1
7、.25MM時可接收一顆直徑 1.25MM與樣品對比顏色或同一批產超過 1 個色度等級 .色板/ 色卡品對比項目類別檢驗項目規(guī)格要求檢驗方法缺陷劃分CR MA MI在 100c 的塑件表面上可接收 5mm長、0.1MM寬的劃傷、拉絲兩條。A 表面劃傷寬度 0.3MM,長度長于 5MM小于 10MM可接收一條劃傷寬度 0.3MM,長度 10MM在 100c 的塑件表面上可接收5mm長、0.25mm寬的劃傷、拉絲兩條。碰劃傷B 表面劃傷寬度 0.5MM,長度 10MM可接收一條標準菲林劃傷寬度 0.5MM,長度 10MM在 100c 的塑件表面上可接收5mm長、0.35mm的劃傷、拉絲兩條。C 表面
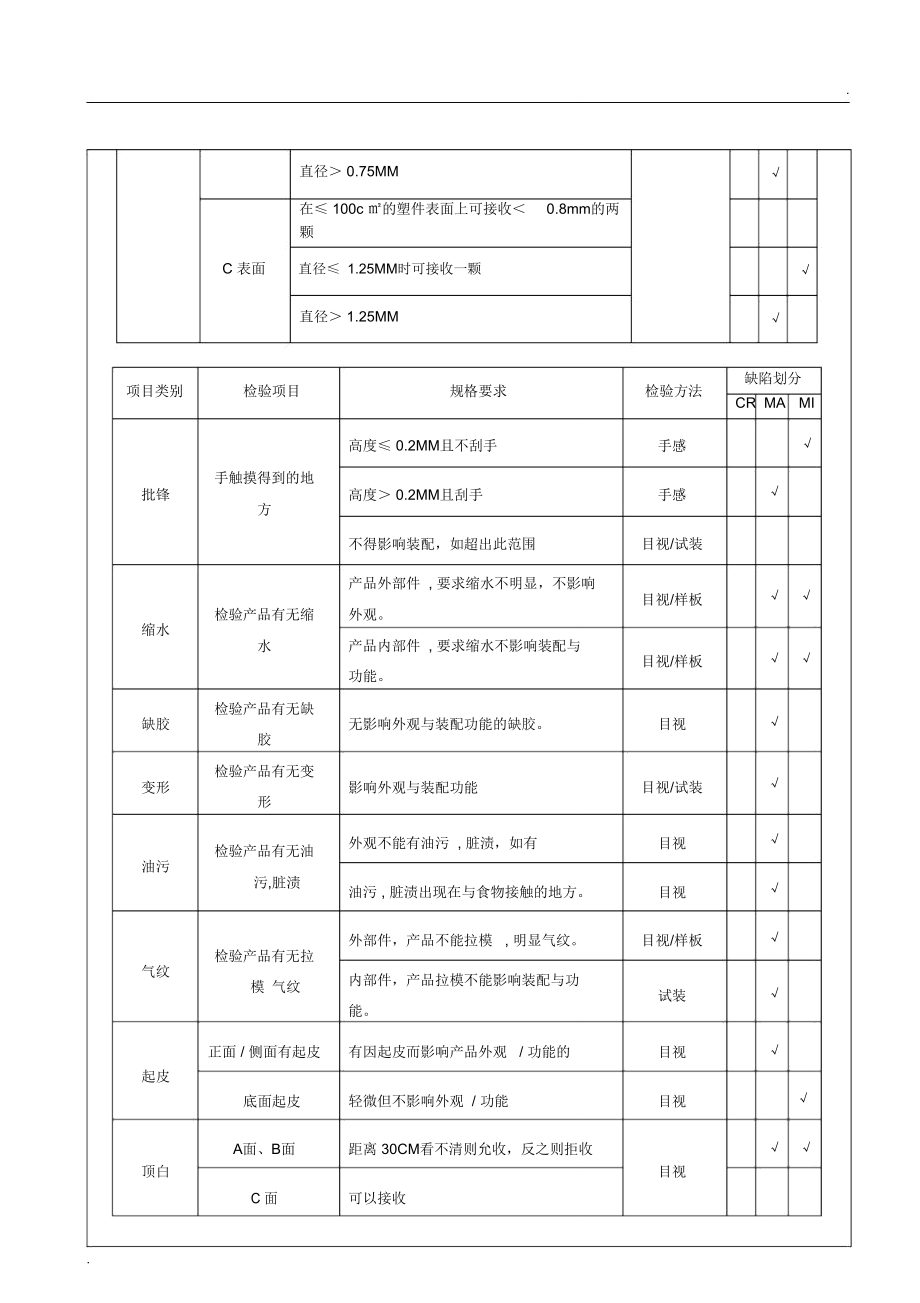
8、劃傷寬度 0.75MM,長度 10MM可接收一條劃傷寬度 0.9MM,長度 10MM在 100c 的塑件表面上可接收0.25mm 的兩顆。A 表面直徑 0.5MM時可接收一汽泡直徑 0.5MM標準菲林在 100c 的塑件表面上可接收0.35mm 的B 表面兩顆。直徑 0.75MM可接收 1 顆.直徑 0.75MM在 100c 的塑件表面上可接收0.8mm的兩顆C 表面直徑 1.25MM時可接收一顆直徑 1.25MM項目類別檢驗項目規(guī)格要求檢驗方法高度 0.2MM且不刮手手感批鋒手觸摸得到的地高度 0.2MM且刮手手感方不得影響裝配,如超出此范圍目視/試裝產品外部件 , 要求縮水不明顯,不影響目
9、視/樣板檢驗產品有無縮外觀。縮水水產品內部件 , 要求縮水不影響裝配與目視/樣板功能。缺膠檢驗產品有無缺無影響外觀與裝配功能的缺膠。目視膠變形檢驗產品有無變影響外觀與裝配功能目視/試裝形檢驗產品有無油外觀不能有油污 , 臟漬,如有目視油污污,臟漬油污 , 臟漬出現(xiàn)在與食物接觸的地方。目視檢驗產品有無拉外部件,產品不能拉模 , 明顯氣紋。目視/樣板氣紋模 氣紋內部件,產品拉模不能影響裝配與功試裝能。正面 / 側面有起皮有因起皮而影響產品外觀 / 功能的目視起皮底面起皮輕微但不影響外觀 / 功能目視A面、B面距離 30CM看不清則允收,反之則拒收頂白目視C 面可以接收缺陷劃分CR MAMI.項目類別檢驗項目規(guī)格要求檢驗方法缺陷劃分CR MA MI在 100c的塑件表面上可接收5mm長、 0.1MM寬的兩條。A 表面寬度 0.3MM,長度 10MM可接收一條寬度 0.3MM,長度 10MM在 100c的塑件表
溫馨提示
- 1. 本站所有資源如無特殊說明,都需要本地電腦安裝OFFICE2007和PDF閱讀器。圖紙軟件為CAD,CAXA,PROE,UG,SolidWorks等.壓縮文件請下載最新的WinRAR軟件解壓。
- 2. 本站的文檔不包含任何第三方提供的附件圖紙等,如果需要附件,請聯(lián)系上傳者。文件的所有權益歸上傳用戶所有。
- 3. 本站RAR壓縮包中若帶圖紙,網(wǎng)頁內容里面會有圖紙預覽,若沒有圖紙預覽就沒有圖紙。
- 4. 未經(jīng)權益所有人同意不得將文件中的內容挪作商業(yè)或盈利用途。
- 5. 人人文庫網(wǎng)僅提供信息存儲空間,僅對用戶上傳內容的表現(xiàn)方式做保護處理,對用戶上傳分享的文檔內容本身不做任何修改或編輯,并不能對任何下載內容負責。
- 6. 下載文件中如有侵權或不適當內容,請與我們聯(lián)系,我們立即糾正。
- 7. 本站不保證下載資源的準確性、安全性和完整性, 同時也不承擔用戶因使用這些下載資源對自己和他人造成任何形式的傷害或損失。
最新文檔
- 2025年MB系列丙烯腈催化劑項目建議書
- 2025年液體管道運輸服務項目合作計劃書
- 二零二五行政人員合同范例
- 二零二五有關施工安全協(xié)議
- 代理合同樣本正面
- 人參籽買賣合同樣本
- 裝修垃圾押金協(xié)議書
- 中介賣房代理合同樣本
- 駕校合伙經(jīng)營簡單協(xié)議書
- 代工合同代工合同樣本文庫
- 2025屆浙江省溫州市高三下學期二模物理試題(含答案)
- 2025-2030中國汽車模具行業(yè)市場發(fā)展趨勢與前景展望戰(zhàn)略研究報告
- 2025年上半年黑龍江鶴崗市“市委書記進校園”引才活動招聘466人重點基礎提升(共500題)附帶答案詳解
- 2025年晉城職業(yè)技術學院單招職業(yè)技能考試題庫及答案1套
- 幼兒園游戲回顧研討
- 婚內夫妻財產約定協(xié)議書
- GB/T 3920-2024紡織品色牢度試驗耐摩擦色牢度
- 招標投標法培訓
- DB32-T 4987-2024 橋梁輕量化監(jiān)測系統(tǒng)建設規(guī)范
- 市場營銷活動規(guī)范管理辦法
- 牛排培訓課件圖片
評論
0/150
提交評論