



版權說明:本文檔由用戶提供并上傳,收益歸屬內容提供方,若內容存在侵權,請進行舉報或認領
文檔簡介
1、第四章 車削加工教學目的要求:教學目的要求: 了解車削加工的基本知識;掌握車床的主要結構;通過對CA6140車床的分析,掌握機床傳動系統的分析方法;掌握車削加工方法;車削夾具的類型與設計;了解數控車床。主要教學內容:主要教學內容: 1、車削加工概述 2、車床的主要類型和組成 3、CA6140型普通臥式車床的結構 4、車削夾具教學重點、難點:教學重點、難點: 1、CA6140型車床的傳動系統分析 2、CA6140型車床的主要結構教教 具:具: 現場參觀CA6140、CK6140車床4.1 車削加工概述 1 1、概述、概述 車削加工是機械加工方法中應用最為廣泛的方法之一,是加工軸類、盤類零件的主要
2、方法。應用車削加工方法可以加工各種回轉體內外表面。如內外圓柱面、圓錐面圓錐面、成形回轉面等。如圖如圖4-14-1;還可以利用特殊裝置加工非圓表面。在機械制造中,車床占機床的總數的20%-35%,因此車削加工占有重要地位。 2 2、車床的運動:、車床的運動: 視頻視頻 主運動:工件的回轉運動 進給運動:刀具的直線運動 3 3、車削加工精度:、車削加工精度: 一般為IT8IT7,表面粗糙度為6.31.6m。精車時可達IT6IT5,表面粗糙度可達0.40.1m。車削的生產率較高,切削過程比較平穩,刀具較簡單。如表如表4-14-1 4 4、車削工藝系統:、車削工藝系統: 車床、車刀、車削夾具、工件組成
3、。5.5.車削加工工藝車削加工工藝 1.車削軸類零件:以外圓表面、端面為主,軸長大于徑向尺寸 中間軸 視頻1、 心軸 視頻2 細長軸 視頻3 2.車削盤類零件:以端面、外圓為,徑向大于軸向尺寸 齒輪坯 視頻1 平面槽 視頻2 3.車削輪類零件:同上,有徑向槽和端面槽 三角帶輪 視頻1、2 端蓋 視頻3 4.車削套類零件:以端面、內外圓為主 固定套 視頻1 偏心套 視頻2 5.車削螺紋:以螺旋面為 三角螺紋、梯形螺紋、管螺紋、方牙螺紋、內螺紋4.2 車 床一、車床的主要類型和組成一、車床的主要類型和組成1 1、車床的類型、車床的類型 臥式車床、立式車床、轉塔車床、 仿形車床、 自動車床和半自動車
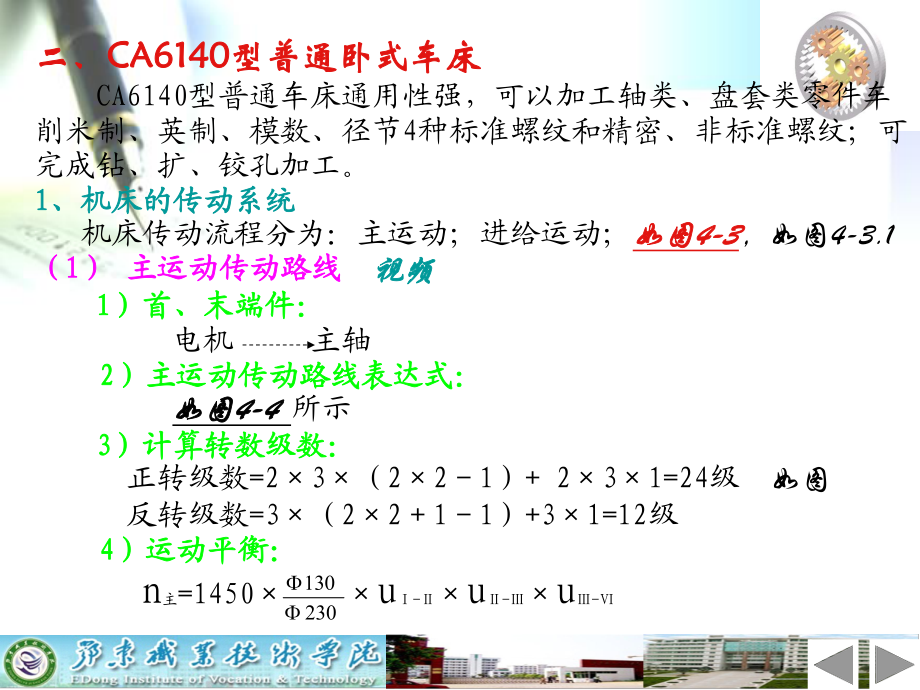
4、床、專門化車床。視頻視頻2 2 2 2、車床的組成、車床的組成 視頻視頻1 1 主軸箱:內裝主傳動系統,實現主運動。 床鞍和刀架:內裝進給系統,實現刀架作直線運動。 尾座:可沿導軌縱向移動; 進給箱:內有進給系統,可用控制光杠或絲杠實現進給。 溜板箱:與拖板相連,實現縱橫向進給運動。 床身:機床的基準件,起連接作用。二、二、CA6140CA6140型普通臥式車床型普通臥式車床 CA6140型普通車床通用性強,可以加工軸類、盤套類零件車削米制、英制、模數、徑節4種標準螺紋和精密、非標準螺紋;可完成鉆、擴、鉸孔加工。1 1、機床的傳動系統、機床的傳動系統 機床傳動流程分為:主運動;進給運動;如圖如
5、圖4-34-3,如圖4-3.1(1 1) 主運動傳動路線主運動傳動路線 視頻視頻 1 1)首、末端件:)首、末端件: 電機 主軸 2 2)主運動傳動路線表達式:)主運動傳動路線表達式: 如圖如圖4-4 4-4 所示 3 3)計算轉數級數:)計算轉數級數: 正轉級數=23(221)+ 231=24級 如圖 反轉級數=3(2211)+31=12級 4 4)運動平衡:)運動平衡: n主=1450 u-u-u-230130(2 2)螺紋車削傳動鏈)螺紋車削傳動鏈 視頻視頻 1)首末端件: 主軸 刀架 2)傳動路線表達式:如圖如圖4-44-4 3)螺距、導程的換算關系如表如表4-24-2 3)運動平衡式
6、: 車削螺紋時,主軸與刀架之間必須保持嚴格的傳動比關系即主軸每轉一轉,刀架應均勻地移動一個螺紋導程。其運動平衡式為: 1 1主軸主軸x xP P絲杠絲杠=P=P螺紋螺紋 如如flashflash 在十三軸與十四軸之間有在十三軸與十四軸之間有8 8種基本傳動比:種基本傳動比: 1=26/28=6.5/7 2=28/28=7/7 3=32/28=8/7 4=36/28=9/7 5=19/14=9.5/7 6=20/14=10/7 7=22/14=11/7 8=24/14=12/7 在十五與十七軸之間有在十五與十七軸之間有4 4種倍數傳動比:種倍數傳動比:135283528 212835451841
7、48153528 81481545184321倍倍倍倍uuuu、加工米制螺紋加工米制螺紋: 、加工模數螺紋:加工模數螺紋:、加工英制螺紋:加工英制螺紋:、加工徑節螺紋:加工徑節螺紋: 1主軸7ku基/u倍=DP 螺紋倍基主軸螺紋絲杠倍基主軸PuuPPuu712536362536257510010063333358581m4k)( /71122536362536259710010064333358581倍基主軸倍基uuuumkPmauukuuakPa)4/(71 122536175100100633333585814 .25倍基主軸倍基加工精密與非標準螺紋加工精密與非標準螺紋 在加工非標準螺紋和
8、精密螺紋時,可將M3、M4、M5全部嚙合,主軸的運動經過掛輪后,由軸、十四軸、十七軸直接到絲杠,被加工螺紋的導程通過調整掛輪的傳動比來實現,這時,傳動路線縮短,傳動誤差減小,螺紋精度可以得到較大的提高。其運動平衡式為: 1主軸U掛12=P(3 3)進給運動傳動鏈)進給運動傳動鏈 在普通車削機動進給時,為避免絲杠過快磨損,刀具的進給是通過光杠傳動。M5脫開,將十七的運動傳到十九軸。其傳動路線如圖如圖4-54-5。2 2、機床主要結構、機床主要結構 (1 1)主軸箱與主軸部件:)主軸箱與主軸部件:視頻視頻(如圖如圖4-64-6) a、在軸上采用卸荷式帶輪,目的是減小軸的彎曲變形,提高傳動精度;如圖
9、如圖4-74-7 b、利用軸上的雙向片式摩擦離合器雙向片式摩擦離合器(仿真)(仿真)與軸上的鋼帶制動器來實現主軸的起、停、制動、換向的控制。如圖如圖4-84-8。 c、主軸前端采用P5級精度的雙列圓柱滾子軸承;后端采用推力軸承和角接觸球軸承組合,確保承受軸向和徑向力。圖圖4-94-9如圖如圖4-104-10 d、通過軸承內環與主軸在軸向的相對移動使內環產生彈性變形,以調整軸承的徑向間隙。 e、主軸為一空心多階梯軸,內孔用來通過棒料或卸頂尖,也可用來通過氣、電、液夾緊機構。 f、主軸的前端孔為莫氏6號錐孔,用以安裝頂尖或心軸。前端短錐法蘭用于安裝卡盤。 (2 2)床身及導軌)床身及導軌 床身是機
10、床的基礎件,要求工藝性好,還要有足夠的強度且剛性好,采用鑄鐵件。如圖如圖4-124-12(3 3)操縱機構)操縱機構:如下圖:起、停轉,可實現正反轉。 (仿真)(仿真)4)變速操縱機構變速操縱機構 集中操縱機構,分別操縱軸上的雙聯滑移齒輪和軸上的三聯滑移齒輪(仿真圖1/圖2。) 5 5)溜板箱)溜板箱 功用:將進給運動或快速移動由進給箱或快速移動電動機傳給溜板和刀架, 使刀架實現,縱、橫向和正、反向機動走刀或快速移動。開合螺母合上,與絲杠相嚙合,實現加工螺紋的進給反之,開合螺母開合螺母分開,實現縱向、橫向機動進給或快速移動。縱、橫向操縱機構縱、橫向操縱機構 6 6)安全離合器安全離合器 作用:
11、機床過載或發生事故時,為防止機床損壞而自動斷開,起安全保護作用。當載荷消失后,可自動恢復正常工作。 ( (動畫動畫) )圖 開合螺母機構(CA6140) 6手柄 7軸 24支承套 25下半螺母 26上半螺母 27圓銷 28槽盤三、三、AD25AD25型數控車床型數控車床1、性能簡介:、性能簡介: 該機床車削直徑是360mm,最大長度530mm、主軸轉速35至3500r/min無級變速,刀塔有10把刀具。2、主要機械結構:、主要機械結構: (1)主軸箱:傳動系統簡化,前后采用高精度角接觸球軸承與雙列圓柱滾子軸承組合使用,主軸箱采用封閉式強制潤滑。 (2)床身部件:采用了45傾斜式鑄鐵床身,有利于
12、排屑。 (3)電動刀架:它是車床的主要部件之一,它可以實現自動換刀,其換刀的動作松開分度預定位精定位夾緊。 (4)后拖板:刀架安裝在后拖板上,由后拖板帶動,作Z向和X向進給運動,由于后拖板安裝在斜上方,加工時橫向切削抗力與刀架拖板的自重力抵消,減小了橫向進給的伺服電機的負荷有利于保持機床的精度。 4.3 4.3 車刀車刀車刀是金屬加工切削中應用最廣的刀具,其性能取決于刀具的材料、結構和幾何參數。刀具性能的優劣對車削加工的質量、生產率有決定性的影響1 1、車刀分類、車刀分類(1)按車刀結構分: 整體車刀、焊接車刀、機夾車刀、可轉位車刀(2)按刀具材料分: 高速鋼車刀、硬質合金車刀、陶瓷車刀、金剛
13、石車刀(3)按用途分: 外圓車刀、端面車刀、切斷刀、螺紋車刀等如圖4-13。2 2、整體式高速鋼車刀、整體式高速鋼車刀 刃磨方便、可以刃磨得很鋒利,成形容易,尤其適宜于刃磨各種刃形的成形車刀,適宜于低速精車。3 3、硬質合金焊接式車刀、硬質合金焊接式車刀 其優點是:結構簡單,制造刃磨方便,刀具剛度好,抗振性能強,適用靈活。其缺點是切削性能受工人的刃磨技術水平和焊接質量的影響,刀桿不能重復利用。4 4、可轉位車刀、可轉位車刀 (1)特點:刀具幾何參數由刀片和刀片槽保證,不需要刃磨,切削性能穩定,適用于批量生產和數控車床使用。 (2)刀片形狀:見表表4-34-3 (3)可轉位車刀的結構如圖如圖4-
14、144-145 5、成形車刀、成形車刀 是加工回轉體成形表面的專用刀具。其刃形根據零件表面的廓形進行設計。工件的廓形取決于刀刃的形狀,質量穩定,不受工人技術水平的影響。常見類型有:平體、圓體、棱體、切向成形車刀如圖如圖4-154-15。 4.4 4.4 車削夾具車削夾具 車床夾具是用于保證被加工零件在車床上與刀具之間相對正確位置的專用工藝裝備。一、車削夾具的分類與用途一、車削夾具的分類與用途 視頻視頻 分類:通用夾具、專用夾具、組合夾具 通用夾具有:三爪、四爪卡盤、頂尖、中心架、雞心夾等 用途:保證被加工工件與刀具之間相對正確位置。二、典型車削夾具二、典型車削夾具 1.1.組成組成:夾具體、定
15、位元件、夾緊裝置和輔助裝置。 2.2.典型車削夾具典型車削夾具 視頻視頻 定心式夾具:一般適用于回轉體表面定位的零件。 角鐵式夾具:非回轉體零件的加工如殼體、支座等如圖如圖4-164-16 自動車削夾具:常見氣動、液壓卡盤等如圖如圖4-174-17 組合夾具:如圖如圖4-184-18 3. 3.車削夾具的技術要求車削夾具的技術要求 定位元件表面對夾具回轉軸線或找正圓環面的圓跳動; 定位零件表面對頂尖或者錐柄軸線的圓跳動; 定位元件表面對夾具安裝基面的垂直度或者平行度; 定位元件表面間的垂直度或平行度; 定位元件的軸線相對夾具軸線的對稱度;習題與思考題:習題與思考題: 1、簡述普通車床的組成,各
16、部分的作用是什么? 2、在CA6140型車床上車削導程P=16mm的米制螺紋時,寫出其傳動路線,并計算主運動的最高和最低轉速? 3、車削夾具的類型與組成? 4、設計車削夾具時應注意哪些技術要求?臥式車床加工的典型表面臥式車床加工的典型表面 臥式車床加工的典型表面臥式車床加工的典型表面 臥式車床加工的典型表面臥式車床加工的典型表面 精度項目精度項目普通車床普通車床精密車床精密車床高精密車床高精密車床外圓圓度外圓圓度0.010.00350.0014外圓圓柱度外圓圓柱度0.01/1000.005/1000.0018/100端面平面度端面平面度0.02/2000.0085/2000.0035/200螺
17、紋螺距精度螺紋螺距精度0.06/6000.018/3000.007/300外圓粗糙度外圓粗糙度Ra/umRa/um2.51.251.250.320.320.02表4.1 車削加工的主要精度技術指標進給箱床腿圖圖4-3 機床傳動流程圖機床傳動流程圖圖4-4 主運動傳動鏈14001120900710560500450400320250200160125100806350403225201612.510145022/5830/5039/41130/23051/4356/3839/4163/5026/5820/8020/8051/50電電 圖圖4.3 CA61404.3 CA6140主運動傳動鏈轉速圖
18、主運動傳動鏈轉速圖圖圖4-4 4-4 加工螺紋的傳動路線加工螺紋的傳動路線主軸至車螺紋路徑主軸至車螺紋路徑 (刀架向左移動) 圖4-5 普通機動進給路線螺紋種類螺紋種類螺距參數螺距參數螺距螺距/mm/mm導程導程/mm/mm米 制螺距T/mmTP=KT模數制模數m/mmTm=mPm=kTm=km英 制每英寸牙a/(牙in-1)Ta=25.4/aPa=kTa=25.4k/a徑節制徑節DP/ (牙in-1)TDP=25.4/DPPDP=kTDP=25.4k/DP表4-2 螺距、導程換算關系圖圖4-6 CA61404-6 CA6140主軸箱展開圖主軸箱展開圖圖圖4-7 4-7 卸荷套結構示意圖卸荷套結構示意圖卸荷路徑: F徑向(皮帶輪2)-螺釘花鍵套1深溝球軸承法蘭3箱體41-花鍵套2-皮帶輪3-法蘭4-箱體1-撥叉;2-曲柄;3-凸輪;4-軸;5-杠桿;6-撥叉CA6140 (溜板箱(溜板箱 )縱、橫向機動進給操縱機構縱、橫向機動進給操縱機構 1 1、66手柄手柄 2 2、2121銷軸銷軸 33手柄座手柄座 4 4、99球頭銷球頭銷 5 5、7 7、2323軸軸 88彈簧銷彈簧銷 1010、1515撥叉撥叉軸軸1111、2020杠桿杠桿 1212連桿連桿 1313、2222凸輪凸輪 1414、1818、1919圓銷圓銷 1616、1717撥叉撥叉縱、橫向操縱機構縱、
溫馨提示
- 1. 本站所有資源如無特殊說明,都需要本地電腦安裝OFFICE2007和PDF閱讀器。圖紙軟件為CAD,CAXA,PROE,UG,SolidWorks等.壓縮文件請下載最新的WinRAR軟件解壓。
- 2. 本站的文檔不包含任何第三方提供的附件圖紙等,如果需要附件,請聯系上傳者。文件的所有權益歸上傳用戶所有。
- 3. 本站RAR壓縮包中若帶圖紙,網頁內容里面會有圖紙預覽,若沒有圖紙預覽就沒有圖紙。
- 4. 未經權益所有人同意不得將文件中的內容挪作商業或盈利用途。
- 5. 人人文庫網僅提供信息存儲空間,僅對用戶上傳內容的表現方式做保護處理,對用戶上傳分享的文檔內容本身不做任何修改或編輯,并不能對任何下載內容負責。
- 6. 下載文件中如有侵權或不適當內容,請與我們聯系,我們立即糾正。
- 7. 本站不保證下載資源的準確性、安全性和完整性, 同時也不承擔用戶因使用這些下載資源對自己和他人造成任何形式的傷害或損失。
最新文檔
- 2025如何設計合同終止的條款
- 2025室內裝修施工勞務分包合同樣本
- 2025食品原料采購合同書
- 2025蘇州商品房買賣合同范本【打印】
- 2025工程設計合同模板
- 2025供暖系統管道改造合同
- 2025購銷合同(電子產品)范文
- 2025建筑項目工程總承包合同模板
- 2025合作協議與合同條款
- 2025租房消防安全責任合同書
- 防護棚驗收表
- 磁粉檢測試題庫
- 教科版-四年級下-第一單元-快樂讀書屋一:皎皎空中孤月輪 名師獲獎
- 2022-2023學年天津市部分區高二(下)期中數學試卷及答案解析
- 青霉素的生產工藝流程專家講座
- 醫院侵害未成年人案件強制報告制度培訓課件
- 內蒙古曹四夭鉬礦床原生暈特征及深部找礦預測
- 小學生讀書知識競賽題
- GB/T 601-2016化學試劑標準滴定溶液的制備
- GB/T 28799.2-2020冷熱水用耐熱聚乙烯(PE-RT)管道系統第2部分:管材
- GB/T 20203-2006農田低壓管道輸水灌溉工程技術規范
評論
0/150
提交評論