



版權說明:本文檔由用戶提供并上傳,收益歸屬內容提供方,若內容存在侵權,請進行舉報或認領
文檔簡介
1、精選優(yōu)質文檔-傾情為你奉上焊接工藝卡(一)焊 接 工 藝 卡卡號0012011年10月30 日編制*審核 *項目名稱虹橋商務區(qū)核心區(qū)(一期)人行天橋工程段人行天橋工程段人行天橋工程焊接接頭形式:焊接工藝評定報告編號GP607-B10-(I-1)SV3G焊接方法焊條電弧焊機械化程度手工焊接位置平焊焊接設備直流焊機電流種類直流無損檢測焊接材料牌號規(guī)格烘烤溫度()保溫RTUTMTPTJ4223.21501h比例/20%/J4224.01501h合格級別/級/其它檢測:/適應焊縫號管線號焊縫號材質/規(guī)格焊接工藝參數輸煤系統鋼結構棧橋的所有腹板對接焊縫及定位焊縫(母材規(guī)格為HW300*300*10*15
2、,HW250*250*9*14)材質:Q235B/ Q235B 厚度:=15(14)/=15(14)焊縫層次焊條(焊絲)焊劑牌號氣體種類及純度氣體流量(L/min)焊 接電 流(A)焊 接電 壓(V)焊接速度(/min)電 流極 性線能量KJ/cm牌號直徑()1J4223.2/80-10023-285-6正2J4224.0/120-14023-288-9正3J4224.0/90-11023-289-11正4J4224.0/90-11023-289-11正預熱溫度()(允許最低值)/鎢極類型及直徑/噴嘴直徑()/層間溫度()(允許最低值)/熔滴過度形式/焊絲送進速度(/min)保持預熱時間/加熱
3、方式/技術措施擺動或不擺動焊擺動焊擺動參數/焊后熱處理焊前清理和層間清理用砂輪機清理清根方法砂輪清理溫度范圍()/升溫速度/其它說明1.焊接前將焊接區(qū)域及周圍20mm范圍內的油污、銹蝕、水及其他有害雜質清理干凈。2.定位焊與第一層焊接規(guī)范相同,沿焊縫長度均布,焊縫長度30mm。保溫時間/冷卻方式/降溫速度/加熱方式/焊接工藝卡(二)焊 接 工 藝 卡卡號0022011年10月30 日編制*審核 *項目名稱*焊接接頭形式:焊接工藝評定報告編號HGP607-B10-(I-1)SV3G焊接方法焊條電弧焊機械化程度手工焊接位置平焊焊接設備直流焊機電流種類直流無損檢測焊接材料牌號規(guī)格烘烤溫度()保溫RT
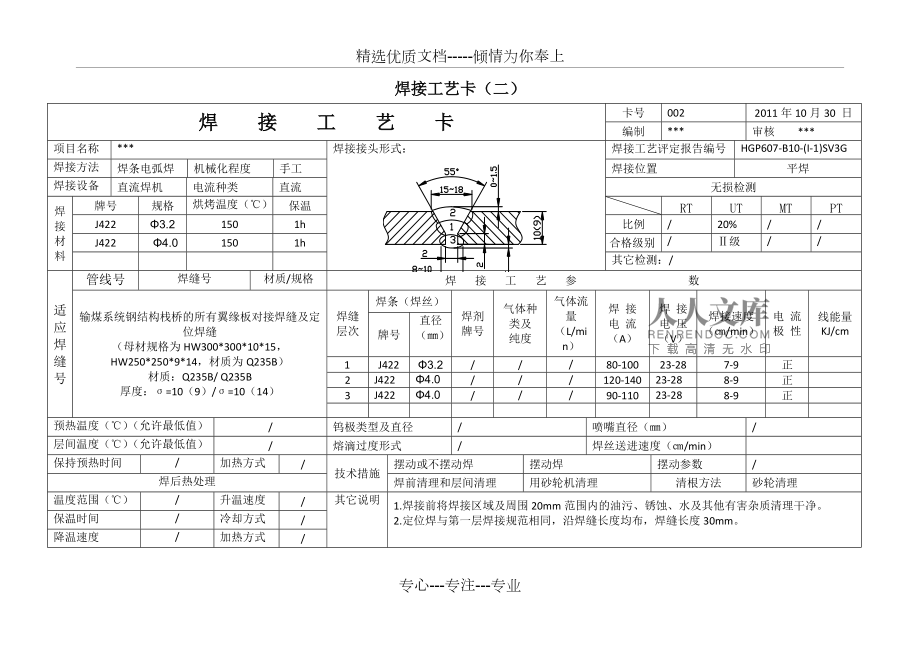
4、UTMTPTJ4223.21501h比例/20%/J4224.01501h合格級別/級/其它檢測:/適應焊縫號管線號焊縫號材質/規(guī)格焊接工藝參數輸煤系統鋼結構棧橋的所有翼緣板對接焊縫及定位焊縫(母材規(guī)格為HW300*300*10*15,HW250*250*9*14,材質為Q235B)材質:Q235B/ Q235B 厚度:=10(9)/=10(14)焊縫層次焊條(焊絲)焊劑牌號氣體種類及純度氣體流量(L/min)焊 接電 流(A)焊 接電 壓(V)焊接速度(/min)電 流極 性線能量KJ/cm牌號直徑()1J4223.2/80-10023-287-9正2J4224.0/120-14023-28
5、8-9正3J4224.0/90-11023-288-9正預熱溫度()(允許最低值)/鎢極類型及直徑/噴嘴直徑()/層間溫度()(允許最低值)/熔滴過度形式/焊絲送進速度(/min)保持預熱時間/加熱方式/技術措施擺動或不擺動焊擺動焊擺動參數/焊后熱處理焊前清理和層間清理用砂輪機清理清根方法砂輪清理溫度范圍()/升溫速度/其它說明1.焊接前將焊接區(qū)域及周圍20mm范圍內的油污、銹蝕、水及其他有害雜質清理干凈。2.定位焊與第一層焊接規(guī)范相同,沿焊縫長度均布,焊縫長度30mm。保溫時間/冷卻方式/降溫速度/加熱方式/焊接工藝卡(三)焊 接 工 藝 卡卡號0032011年10月30 日編制審核 項目名
6、稱虹橋商務區(qū)核心區(qū)(一期)人行天橋工程焊接接頭形式:焊接工藝評定報告編號HGP607-B12-(I-1)QV3G焊接方法CO氣體保護焊機械化程度手工焊接位置平角焊焊接設備CO氣體保護焊機電流種類直流無損檢測焊接材料牌號規(guī)格烘烤溫度()保溫RTUTMTPTER50-61.2比例合格級別其它檢測:適應焊縫號管線號焊縫號材質/規(guī)格焊接工藝參數輸煤系統鋼結構棧橋的所有角焊縫及角焊縫定位焊縫(圖紙要求焊肉高度為6-8)材質:Q235B/ Q235B 焊縫層次焊條(焊絲)焊劑牌號氣體種類及純度氣體流量(L/min)焊 接電 流(A)焊 接電 壓(V)焊接速度(/min)電 流極 性線能量KJ/cm牌號直徑
7、()1ER50-61.2/99.510-15100-12020-2510-12反2ER50-61.2/99.510-15130-14020-2512-15反3ER50-61.2/99.510-15130-14020-2512-15反預熱溫度()(允許最低值)鎢極類型及直徑噴嘴直徑()層間溫度()(允許最低值)熔滴過度形式焊絲送進速度(/min)保持預熱時間加熱方式技術措施擺動或不擺動焊擺動參數焊后熱處理焊前清理和層間清理清根方法溫度范圍()升溫速度單道焊或多道焊(每面)單絲焊或多絲焊保溫時間冷卻方式導電嘴至工件距離()其它說明.焊接前將焊接區(qū)域及周圍20mm范圍內的油污、銹蝕、水及其他有害雜質
8、清理干凈。焊接工藝卡(四)焊 接 工 藝 卡卡號0042011年10月30 日編制*審核 *項目名稱*焊接接頭形式:焊接工藝評定報告編號HGP607-B12-(I-1)QV3G焊接方法CO氣體保護焊機械化程度手工焊接位置平角焊焊接設備CO氣體保護焊機電流種類直流無損檢測和焊接材料牌號規(guī)格烘烤溫度()保溫RTUTMTPTER50-61.2比例合格級別其它檢測:適應焊縫號管線號焊縫號材質/規(guī)格焊接工藝參數輸煤系統鋼結構棧橋的所有角焊縫(圖紙要求焊肉高度為10-12)材質:Q235B/ Q235B 焊縫層次焊條(焊絲)焊劑牌號氣體種類及純度氣體流量(L/min)焊 接電 流(A)焊 接電 壓(V)焊
9、接速度(/min)電 流極 性線能量KJ/cm牌號直徑()1ER50-61.2/99510-11100-12020-2510-12反2ER50-61.2/99510-11130-14020-2512-15反3ER50-61.2/99510-11130-14020-2512-15反4ER50-61.2/99510-11130-14020-2512-15反預熱溫度()(允許最低值)鎢極類型及直徑噴嘴直徑()層間溫度()(允許最低值)熔滴過度形式焊絲送進速度(/min)保持預熱時間加熱方式技術措施擺動或不擺動焊擺動焊擺動參數/焊后熱處理焊前清理和層間清理砂輪機打磨清根方法/溫度范圍()升溫速度單道焊
10、或多道焊(每面)單道焊單絲焊或多絲焊單絲焊保溫時間冷卻方式導電嘴至工件距離()其它說明.焊接前將焊接區(qū)域及周圍20mm范圍內的油污、銹蝕、水及其他有害雜質清理干凈。專心-專注-專業(yè) 焊縫返修工藝卡工程名稱鋼結構輸煤棧橋返修位置圖號焊縫返修編號返 修 次 數缺陷記錄母 材焊 接 材 料焊工姓名缺陷性質及級別焊工編號返修焊工編號缺陷簡圖缺陷原因1 施焊前,坡口及其附近兩側未清理干凈。2 施焊過程中選取的焊接參數過大,層間溫度未控制在范圍內。3 施焊焊工焊接技能差。返修方案1 返修焊工應由持合格項目在有限期內的焊工擔任。2 返修焊工同無損檢測人員,按返修部位,查看外觀及探傷記錄,對缺陷進行標準定位,并查看焊縫上各裂紋深度及長度(無損檢測結論要求返修位置)。3 返修焊工用機械方法將全部有裂紋的焊縫徹底清除干凈,并在確定的范圍內各側加35mm 為返修清理部位,將其附近兩側表面一同清理干凈。注意清除過程中應進行必要的定位焊。4 返修焊接方法: ; 焊接材料: ;焊材規(guī)格 ; 5 返修焊
溫馨提示
- 1. 本站所有資源如無特殊說明,都需要本地電腦安裝OFFICE2007和PDF閱讀器。圖紙軟件為CAD,CAXA,PROE,UG,SolidWorks等.壓縮文件請下載最新的WinRAR軟件解壓。
- 2. 本站的文檔不包含任何第三方提供的附件圖紙等,如果需要附件,請聯系上傳者。文件的所有權益歸上傳用戶所有。
- 3. 本站RAR壓縮包中若帶圖紙,網頁內容里面會有圖紙預覽,若沒有圖紙預覽就沒有圖紙。
- 4. 未經權益所有人同意不得將文件中的內容挪作商業(yè)或盈利用途。
- 5. 人人文庫網僅提供信息存儲空間,僅對用戶上傳內容的表現方式做保護處理,對用戶上傳分享的文檔內容本身不做任何修改或編輯,并不能對任何下載內容負責。
- 6. 下載文件中如有侵權或不適當內容,請與我們聯系,我們立即糾正。
- 7. 本站不保證下載資源的準確性、安全性和完整性, 同時也不承擔用戶因使用這些下載資源對自己和他人造成任何形式的傷害或損失。
最新文檔
- 2025至2030年電磁起動器行業(yè)深度研究報告
- 2025至2030年橡膠疲勞龜裂試驗機項目投資價值分析報告
- 2025至2030年染色彩沙漆行業(yè)深度研究報告
- 電介質絕緣特性-液體和固體的絕緣特性(高電壓技術課件)
- 造瘺的術后護理
- 2025至2030年中國智慧水務行業(yè)趨勢與投資戰(zhàn)略咨詢報告
- 2025至2030年LED三色指示燈項目投資價值分析報告
- 社區(qū)團購項目商業(yè)計劃書分析與發(fā)展策略
- 2025年溴甲基樹脂項目可行性研究報告
- 加速推動經濟社會全面綠色轉型的路徑與行動計劃
- 數據開放與共享平臺建設合同
- 數字經濟與大數據分析考核試卷
- 工程項目代建管理
- 測繪保密培訓課件
- 華南理工大學自主招生個人陳述自薦信范文
- 2024-2030年中國建筑垃圾處理行業(yè)發(fā)展分析及投資規(guī)劃研究報告
- DB21T 3806-2023 電梯檢驗檢測全程錄像工作規(guī)范
- 【MOOC】中學生心理發(fā)展與輔導-洛陽師范學院 中國大學慕課MOOC答案
- 通信工程安全知識培訓
- 中建臨時用電施工方案范本
- 企業(yè)安全生產責任制管理制度模版(2篇)
評論
0/150
提交評論