



版權(quán)說明:本文檔由用戶提供并上傳,收益歸屬內(nèi)容提供方,若內(nèi)容存在侵權(quán),請(qǐng)進(jìn)行舉報(bào)或認(rèn)領(lǐng)
文檔簡(jiǎn)介
1、銑削加工模擬1選擇機(jī)床SIEMENS802s銑床2激活機(jī)床1)檢查急停按鈕是否松開至狀態(tài),若未松開,點(diǎn)擊急停按鈕,將其松開。2)點(diǎn)擊操作面板上的“復(fù)位”按鈕,使得右上角的標(biāo)志消失,此時(shí)機(jī)床完成加工前的準(zhǔn)備。3機(jī)床回參考點(diǎn)1)檢查操作面板上“手動(dòng)”和“回原點(diǎn)”按鈕是否處于按下狀態(tài),否則依次點(diǎn)擊按鈕和使其呈按下狀態(tài),機(jī)床進(jìn)入回零模式,此時(shí)CRT界面的狀態(tài)欄上顯示“手動(dòng)REF”2)X軸回零,按住操作面板上的按鈕,直到X軸回零,CRT界面上的X軸回零燈亮。3)相同的辦法可以完成Y,Z軸的回零4)點(diǎn)擊操作面板上的“主軸正轉(zhuǎn)”按鈕或“主軸反轉(zhuǎn)”按鈕,使主軸回零。4使用夾具依次點(diǎn)擊菜單中的“零件/安裝夾具”
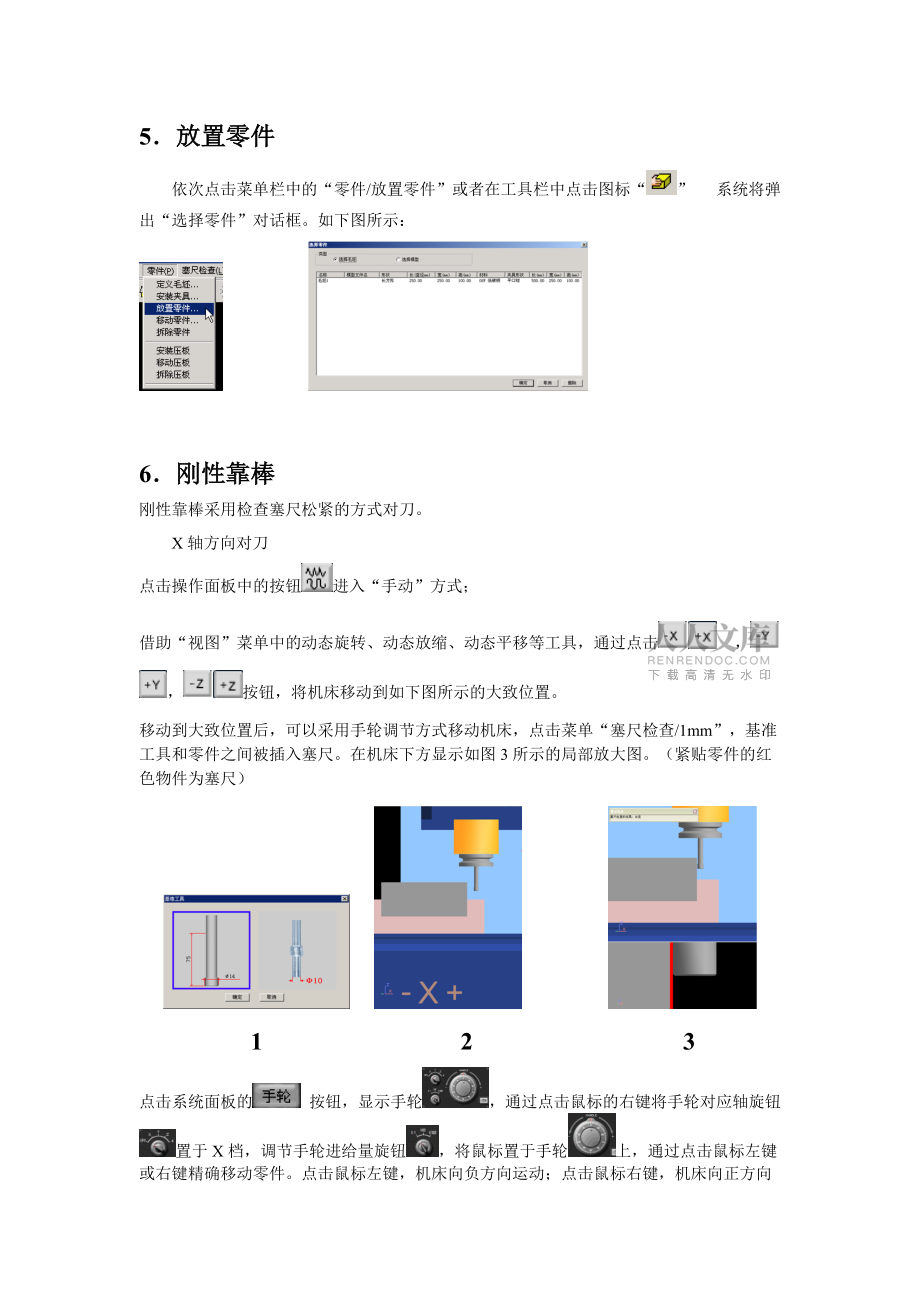
2、或者在工具欄中點(diǎn)擊圖標(biāo),系統(tǒng)將彈出“選擇夾具”對(duì)話框。在“選擇零件”列表框中選擇毛坯。在“選擇夾具”列表框中間選夾具,長(zhǎng)方體零件可以使用工藝板或者平口鉗,圓柱形零件可以選擇工藝板或者卡盤。如下圖所示。 “夾具尺寸”成組控件內(nèi)的文本框用于修改工藝板的尺寸。(在使用工藝板時(shí))“移動(dòng)” 成組控件內(nèi)的按鈕用于調(diào)整毛坯在夾具上的位置。5放置零件依次點(diǎn)擊菜單欄中的“零件/放置零件”或者在工具欄中點(diǎn)擊圖標(biāo)“” 系統(tǒng)將彈出“選擇零件”對(duì)話框。如下圖所示: 6剛性靠棒 剛性靠棒采用檢查塞尺松緊的方式對(duì)刀。X軸方向?qū)Φ饵c(diǎn)擊操作面板中的按鈕進(jìn)入“手動(dòng)”方式;借助“視圖”菜單中的動(dòng)態(tài)旋轉(zhuǎn)、動(dòng)態(tài)放縮、動(dòng)態(tài)平移等工具,通
3、過點(diǎn)擊 ,按鈕,將機(jī)床移動(dòng)到如下圖所示的大致位置。移動(dòng)到大致位置后,可以采用手輪調(diào)節(jié)方式移動(dòng)機(jī)床,點(diǎn)擊菜單“塞尺檢查/1mm”,基準(zhǔn)工具和零件之間被插入塞尺。在機(jī)床下方顯示如圖3所示的局部放大圖。(緊貼零件的紅色物件為塞尺) 1 2 3 點(diǎn)擊系統(tǒng)面板的 按鈕,顯示手輪,通過點(diǎn)擊鼠標(biāo)的右鍵將手輪對(duì)應(yīng)軸旋鈕 置于X檔,調(diào)節(jié)手輪進(jìn)給量旋鈕,將鼠標(biāo)置于手輪上,通過點(diǎn)擊鼠標(biāo)左鍵或右鍵精確移動(dòng)零件。點(diǎn)擊鼠標(biāo)左鍵,機(jī)床向負(fù)方向運(yùn)動(dòng);點(diǎn)擊鼠標(biāo)右鍵,機(jī)床向正方向運(yùn)動(dòng)。直到提示信息對(duì)話框顯示“塞尺檢查的結(jié)果:合適”如圖3所示:注:本軟件中,基準(zhǔn)工具的精度可以達(dá)到1微米,所以如果想使塞尺檢查的結(jié)果顯示為“合適”,需
4、要將進(jìn)給量調(diào)到1微米。將工件坐標(biāo)系原點(diǎn)到X方向基準(zhǔn)邊的距離記為;將塞尺厚度記為(此處為1mm);將基準(zhǔn)工具直徑記為(可在選擇基準(zhǔn)工具時(shí)讀出,剛性基準(zhǔn)工具的直徑為14mm),將+記為DX在如圖3所示界面下點(diǎn)擊按鈕回到上級(jí)界面;依次點(diǎn)擊軟鍵 、,彈出如圖4所示的“刀號(hào)”對(duì)話框:圖4使用系統(tǒng)面板輸入當(dāng)前刀具號(hào)(此處輸入“1”),點(diǎn)擊軟鍵“確認(rèn)”,進(jìn)入如圖5所示的界面。將-DX填入到“零偏”對(duì)應(yīng)的文本框中,并按下鍵;點(diǎn)擊軟鍵,此時(shí)G54中X的零偏位置已被設(shè)定完成;點(diǎn)擊軟鍵 ,進(jìn)一步測(cè)量Y方向的零偏,如圖6。 圖5 圖6 Y軸方向?qū)Φ队妙愃朴赬軸的方法,測(cè)量得到Y(jié)方向基準(zhǔn)坐標(biāo)。完成X,Y方向?qū)Φ逗螅鑼?/p>
5、塞尺和基準(zhǔn)工具收回。步驟如下:點(diǎn)擊菜單“塞尺檢查/收回塞尺”將塞尺收回;點(diǎn)擊操作面板中按鈕,切換到手動(dòng)狀態(tài),點(diǎn)擊按鈕將Z軸作為當(dāng)前移動(dòng)軸,按下按鈕,抬高Z軸到適當(dāng)位置,再點(diǎn)擊菜單“機(jī)床/拆除工具”拆除基準(zhǔn)工具。注:塞尺有各種不同尺寸,可以根據(jù)需要調(diào)用。本系統(tǒng)提供的塞尺厚度有0.05mm、0.1mm、0.2mm、1mm、2mm、3mm以及100mm,塞尺可以疊加使用。Z軸對(duì)刀銑、加工中心對(duì)Z軸對(duì)刀時(shí)采用的是實(shí)際加工時(shí)所要使用的刀具。首先假設(shè)需要的刀具已經(jīng)安裝在主軸上了。點(diǎn)擊操作面板中的按鈕進(jìn)入“手動(dòng)”方式;借助“視圖”菜單中的動(dòng)態(tài)旋轉(zhuǎn)、動(dòng)態(tài)放縮、動(dòng)態(tài)平移等工具,適當(dāng)點(diǎn)擊,按鈕,將機(jī)床移動(dòng)到大致位
6、置,如圖7所示; 圖7 類似于X,Y方向?qū)Φ兜姆椒ㄟM(jìn)行塞尺檢查,得到“塞尺檢查:合適”時(shí)Z的坐標(biāo)值;進(jìn)入到“零點(diǎn)偏移測(cè)定”界面,點(diǎn)擊軟鍵,將當(dāng)前軸設(shè)為Z軸:記塞尺厚度為d, 在“零偏”對(duì)應(yīng)得文本框中輸入-d;點(diǎn)擊軟鍵、之后Z方向基準(zhǔn)坐標(biāo)就設(shè)置好了。7設(shè)置參數(shù)依次點(diǎn)擊按鈕、軟鍵、,進(jìn)入如下圖所示的界面: 在系統(tǒng)面板上點(diǎn)擊+或+,可以進(jìn)行翻頁(yè),顯示或修改G54(G55)或G56(G57)的內(nèi)容。點(diǎn)擊按鈕可以退出本界面。8刀具參數(shù)設(shè)置依次點(diǎn)擊按鈕,軟鍵、可以進(jìn)入刀具參數(shù)設(shè)置界面,而點(diǎn)擊按鈕可以退出本界面。新建刀具依次點(diǎn)擊按鈕,軟鍵、按鈕 、及軟鍵,顯示如下界面:點(diǎn)擊系統(tǒng)面板上的數(shù)字鍵,在“T-號(hào)”欄
7、中輸入刀號(hào),在“T-型”中輸入刀具類型號(hào)(鉆頭200,銑刀100)。設(shè)置完成后,按軟鍵“確認(rèn)”,進(jìn)入如下的界面: 手動(dòng)連續(xù)方式點(diǎn)擊操作面板上的手動(dòng)按鈕,使其呈按下狀態(tài)點(diǎn)擊操作面板上的按鈕,機(jī)床向X軸正向移動(dòng),點(diǎn)擊,機(jī)床向X軸負(fù)方向移動(dòng),同理,點(diǎn)擊,機(jī)床在Z軸方向移動(dòng),可以根據(jù)加工零件的需要,點(diǎn)擊適當(dāng)?shù)陌粹o,移動(dòng)機(jī)床點(diǎn)擊操作面板上的和,使主軸轉(zhuǎn)動(dòng),點(diǎn)擊按鈕,使主軸停止轉(zhuǎn)動(dòng)注:刀具切削零件時(shí),主軸需轉(zhuǎn)動(dòng)。加工過程中刀具與零件發(fā)生非正常碰撞后(非正常碰撞包括車刀的刀柄與零件發(fā)生碰撞;銑刀與夾具發(fā)生碰撞等),系統(tǒng)彈出警告對(duì)話框,同時(shí)主軸自動(dòng)停止轉(zhuǎn)動(dòng),調(diào)整到適當(dāng)位置,繼續(xù)加工時(shí)需使主軸重新轉(zhuǎn)動(dòng)。9導(dǎo)入數(shù)
8、控程序先利用記事本或?qū)懽职宸绞骄幘兒眉庸こ绦虿⒈4鏋槲谋靖袷轿募谋疚募念^兩行必須是如下的內(nèi)容: %_N_復(fù)制進(jìn)數(shù)控系統(tǒng)之后的文件名_MPF ;$PATH=/_N_MPF_DIR依次點(diǎn)擊按鈕、軟鍵、進(jìn)入如下界面: 圖8 點(diǎn)擊軟件,等待程序的輸入;點(diǎn)擊菜單“機(jī)床/DNC傳送”,彈出如圖8所示的打開文件對(duì)話框在打開文件對(duì)話框中選擇需要導(dǎo)入的文件,如果文件格式正確的話,數(shù)控程序?qū)@示在程序列表10自動(dòng)加工自動(dòng)加工流程檢查機(jī)床是否機(jī)床回零,若未回零,先將機(jī)床回零;點(diǎn)擊操作面板上的“自動(dòng)模式”按鈕,使其呈按下狀態(tài),機(jī)床進(jìn)入自動(dòng)加工模式選擇一個(gè)供自動(dòng)加工的數(shù)控程序(詳見4.7.2數(shù)控程序管理中“選擇一個(gè)用來(lái)加工的數(shù)控程序”)點(diǎn)擊操作面板上的“運(yùn)行開始”按鈕數(shù)控銑床程序:G54 G00 X0 Y80 Z10 S500 M03G01 Z-5 F
溫馨提示
- 1. 本站所有資源如無(wú)特殊說明,都需要本地電腦安裝OFFICE2007和PDF閱讀器。圖紙軟件為CAD,CAXA,PROE,UG,SolidWorks等.壓縮文件請(qǐng)下載最新的WinRAR軟件解壓。
- 2. 本站的文檔不包含任何第三方提供的附件圖紙等,如果需要附件,請(qǐng)聯(lián)系上傳者。文件的所有權(quán)益歸上傳用戶所有。
- 3. 本站RAR壓縮包中若帶圖紙,網(wǎng)頁(yè)內(nèi)容里面會(huì)有圖紙預(yù)覽,若沒有圖紙預(yù)覽就沒有圖紙。
- 4. 未經(jīng)權(quán)益所有人同意不得將文件中的內(nèi)容挪作商業(yè)或盈利用途。
- 5. 人人文庫(kù)網(wǎng)僅提供信息存儲(chǔ)空間,僅對(duì)用戶上傳內(nèi)容的表現(xiàn)方式做保護(hù)處理,對(duì)用戶上傳分享的文檔內(nèi)容本身不做任何修改或編輯,并不能對(duì)任何下載內(nèi)容負(fù)責(zé)。
- 6. 下載文件中如有侵權(quán)或不適當(dāng)內(nèi)容,請(qǐng)與我們聯(lián)系,我們立即糾正。
- 7. 本站不保證下載資源的準(zhǔn)確性、安全性和完整性, 同時(shí)也不承擔(dān)用戶因使用這些下載資源對(duì)自己和他人造成任何形式的傷害或損失。
最新文檔
- 大學(xué)生畢業(yè)個(gè)人總結(jié)2000字(5篇)
- 廠房租房協(xié)議范文(18篇)
- 有關(guān)小學(xué)教師的年度工作總結(jié)范文(6篇)
- 社區(qū)消防安全知識(shí)培訓(xùn)活動(dòng)總結(jié)范文(17篇)
- 見習(xí)生工作總結(jié)(6篇)
- 2025年體育教師教學(xué)工作總結(jié)范文(17篇)
- 小學(xué)教師讀書心得體會(huì)500字范文(15篇)
- 報(bào)刊亭承攬合同(4篇)
- 電子專業(yè)培訓(xùn)合同(4篇)
- 2025高三語(yǔ)文一輪復(fù)習(xí)計(jì)劃(15篇)
- 電焊機(jī)操作培訓(xùn)課件
- 篩分機(jī)操作規(guī)程培訓(xùn)
- 建行企業(yè)文化理念 服務(wù)理念
- 電氣設(shè)備安全操作培訓(xùn)
- 2016-2023年鄭州信息科技職業(yè)學(xué)院高職單招(英語(yǔ)/數(shù)學(xué)/語(yǔ)文)筆試歷年參考題庫(kù)含答案解析
- 31情緒管理ABC理論
- 2024年北京城市排水集團(tuán)有限責(zé)任公司招聘筆試參考題庫(kù)含答案解析
- 湘教版高中地理必修二區(qū)域發(fā)展戰(zhàn)略教學(xué)課件
- 如何建立與客戶的信任關(guān)系
- 《建筑工程概算》課件
- 年產(chǎn)16萬(wàn)噸赤蘚糖醇項(xiàng)目建議書
評(píng)論
0/150
提交評(píng)論