



版權說明:本文檔由用戶提供并上傳,收益歸屬內容提供方,若內容存在侵權,請進行舉報或認領
文檔簡介
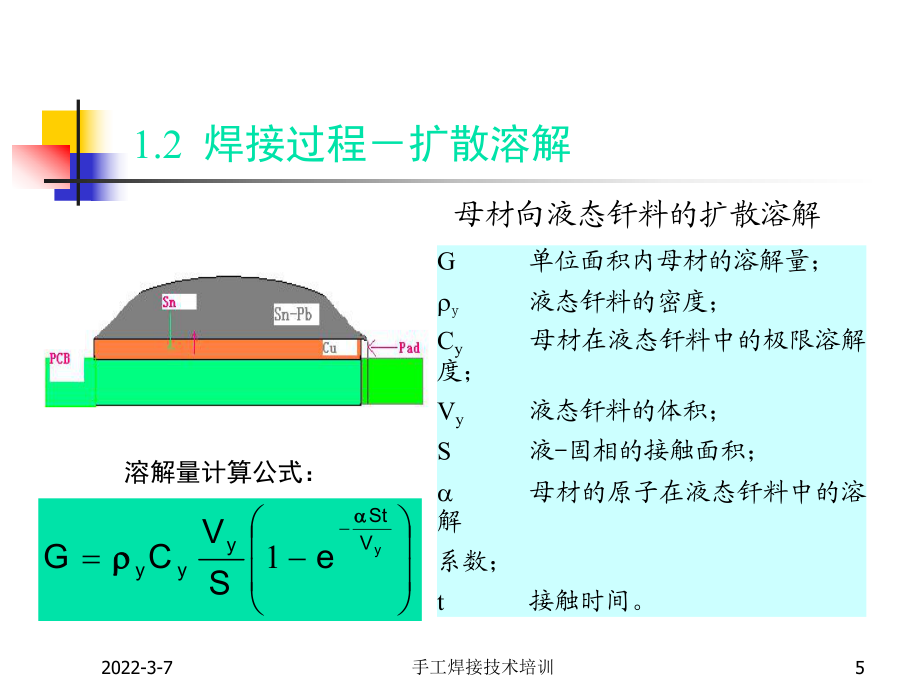
1、2022-3-7手工焊接技術培訓1電子焊接工藝技術2022-3-7手工焊接技術培訓2電子焊接工藝技術n主要內容n焊接基本原理n焊接材料n手工焊n波峰焊n再流焊n電子焊接工藝新進展2022-3-7手工焊接技術培訓3一 焊接基本原理n焊接的三個理化過程:n1. 潤濕n2. 擴散n3. 合金化2022-3-7手工焊接技術培訓4lglsgscosYoung方程:0o90o,意味著液體能夠潤濕固體;90o180o,則液體不能潤濕固體。lglsgs1.1 潤濕潤濕角解析Liquid 液體液體Gas 氣相氣相Solid固體固體2022-3-7手工焊接技術培訓5yVStyyyeSVCG 1G 單位面積內母材的
2、溶解量;y液態釬料的密度;Cy母材在液態釬料中的極限溶解度;Vy液態釬料的體積;S液-固相的接觸面積;母材的原子在液態釬料中的溶解 系數;t接觸時間。1.2 焊接過程擴散溶解母材向液態釬料的擴散溶解溶解量計算公式:2022-3-7手工焊接技術培訓61.3 焊接過程 合金化界面處金屬間化合物的形成)kT/Qexp(Dtdn0d金屬間化合物層厚度;t時間;D0材料常數, = 1.6810-4 m2/s;Q金屬間化合物長大激活能, = 1.09eV;n時間指數, = 0.52022-3-7手工焊接技術培訓71.4 不良焊接圖例焊接不良即潤濕角大于90o,和/或鋪展界面存在缺陷。主要原因有兩點:(1)
3、 母材表面的氧化物未被釬劑去除干凈,使得釬料難以在這種表面上鋪展。(2) 焊料本已良好潤濕母材,但由于工藝不當,使得母材表面的金屬鍍層完全溶解到液態釬料中,或是形成了連續的化合物相,使已經鋪展開的液態釬料回縮,接觸角增大。2022-3-7手工焊接技術培訓81.5 良好焊接圖例良好焊點的圖示元器件引線焊接良好即意味著釬料在其表面潤濕良好,潤濕角小于90o。2022-3-7手工焊接技術培訓92 焊接材料鉛錫焊料n鉛錫焊料的特性n1.錫鉛比例錫鉛比例n2.熔點熔點n3.機械性能機械性能(抗拉強度與剪切強度)n4.表面張力與粘度表面張力與粘度(5.36/mm2和3.47/ mm2 ,SnBB,PbNB
4、)2022-3-7手工焊接技術培訓102.1.1 焊料的物理性能焊料的物理性能 序號熔化溫度()密度(g/3)電導率(設銅為100)抗拉強度(MPa)延伸率()剪切強度(MPa)錫鉛1234567810095605042353000540505865701002322221882142432472523277.297.408.458.869.159.459.7311.3413.913.611.610.710.29.79.37.914.630.952.646.443.244.846.4139554730403825223919.330.934.030.930.932.934.013.62022-
5、3-7手工焊接技術培訓112.1.2 SnPb組成與表面張力和粘度的關系組成(重量)組成(重量)表面張力表面張力(dyh/dyh/)粘度粘度(mPa.smPa.s)SnSnPbPb20203030505063638080808070705050373720204674674704704764764904905145142.722.722.452.452.192.191.971.971.921.92 *測試溫度為2802022-3-7手工焊接技術培訓122.1.3 鉛錫焊料雜質影響n焊料的雜質含量及其影響2022-3-7手工焊接技術培訓132.2 焊接材料助焊劑n1. 助焊劑的作用2022-3-
6、7手工焊接技術培訓14固體金屬的表面結構2.2.1 助焊劑作用助焊劑作用 助焊劑要去除的對象母材金屬表面的氧化膜固體金屬最外層表面是一層0.2 0.3nm的氣體吸附層。接下來是一層34nm厚的氧化膜層。所謂氧化膜層并不是單純的氧化物,而是由氧化物的水合物、氫氧化物、堿式碳酸鹽等組成。在氧化膜層之下是一層110m厚的變形層,這是由于壓力加工所形成的晶粒變形結構,與氧化膜之間還有12m厚 的微晶組織。2022-3-7手工焊接技術培訓152.2.2 助焊劑性能n助焊劑應具備的性能(1)助焊劑要有適當的活性溫度范圍、助焊效果。)助焊劑要有適當的活性溫度范圍、助焊效果。(2)助焊劑要有良好的熱穩定性、化
7、學性能穩定。)助焊劑要有良好的熱穩定性、化學性能穩定。(3)助焊劑的殘留物不應有腐蝕性且容易清洗;)助焊劑的殘留物不應有腐蝕性且容易清洗;(4)不應析出有毒、有害氣體,符合環保的基本要)不應析出有毒、有害氣體,符合環保的基本要求;求; (5) (5) 要有符合電子工業規定的水溶性電阻和絕緣電要有符合電子工業規定的水溶性電阻和絕緣電阻;阻;2022-3-7手工焊接技術培訓162.2.3 助焊劑分類2022-3-7手工焊接技術培訓173.1 手工烙鐵焊工具2022-3-7手工焊接技術培訓183.2 手工烙鐵焊工具選擇2022-3-7手工焊接技術培訓193.3 手工烙鐵焊工具特性n烙鐵頭的特性n1.
8、溫度n2.形狀n3.耐腐蝕性2022-3-7手工焊接技術培訓203.4 焊錫絲選擇焊錫絲線徑的選擇 被焊對象被焊對象錫絲直徑錫絲直徑/1印制板焊接點印制板焊接點0.81.22小型端子與導線焊接小型端子與導線焊接1.01.23大型端子與導線焊接大型端子與導線焊接1.22.0 2022-3-7手工焊接技術培訓213.5 手工烙鐵焊方法n1.焊前準備 2.焊接步驟 3.焊接要領2022-3-7手工焊接技術培訓224. 波峰焊2022-3-7手工焊接技術培訓234.1.1 波峰焊工藝流程2022-3-7手工焊接技術培訓244.1.2 波峰焊工藝流程比較2022-3-7手工焊接技術培訓254.1.3 波
9、峰的形狀Extended Wave2022-3-7手工焊接技術培訓264.1.3 波峰的形狀Double Wave2022-3-7手工焊接技術培訓274.1.3 波峰的形狀湍流層流波2022-3-7手工焊接技術培訓28工藝主要步驟-1 涂覆焊劑涂覆焊劑作用:作用:溶解焊盤與引線腳表面的氧化膜,并覆蓋在其表面防止其再度氧化;降低熔融焊料的表面張力,使潤濕性明顯提高。4.2.1 波峰焊工藝步驟2022-3-7手工焊接技術培訓29工藝主要步驟-1 涂覆焊劑涂覆焊劑方法:方法:Form fluxingSpray fluxingElectrostatic sprayWave fluxing4.2.1 波
10、峰焊工藝步驟2022-3-7手工焊接技術培訓304.2.1 波峰焊工藝步驟n2.預熱預熱90120n3.焊接n2455n35Sn揮發助焊劑中的溶劑n活化助焊劑,增加助焊能力n減少高溫對被焊母材的熱沖擊n減少錫槽的溫度損失2022-3-7手工焊接技術培訓314.2.2 波峰焊工藝參數的設定n1.助焊劑比重(保持恒定)n2.預熱溫度(90110,調溫或調速)n3.焊接溫度(2455)n4.焊接時間(35S)n5.波峰高度(2/3 Board)n6.傳送角度 (57)2022-3-7手工焊接技術培訓324.2 波峰焊參數的影響高度與角度高度與角度2022-3-7手工焊接技術培訓334.2 波峰焊焊后
11、補焊n補焊內容n1.插件高度與斜度n2.漏焊、假焊、連焊n3.漏插n4.引腳長度2022-3-7手工焊接技術培訓344.2.1插件高度與斜度的規定2022-3-7手工焊接技術培訓354.3 波峰焊設備波峰焊機 波峰焊機功能示意圖2022-3-7手工焊接技術培訓364.3 波峰焊設備助焊劑涂覆裝置2022-3-7手工焊接技術培訓374.3.1 波峰焊設備部件n預 熱 器n強迫對流式(熱風)n石英燈加熱(短紅外)n熱棒(板)加熱(長紅外)2022-3-7手工焊接技術培訓384.3.1 波峰焊設備部件波峰發生器2022-3-7手工焊接技術培訓394.3.1 波峰焊設備部件n切引線機n紙基砂輪式n鑲嵌式硬質合金刀n全硬質合金無齒刀2022-3-7手工焊接技術培訓404.3.1 波峰焊設備部件n傳輸機構1.夾持印刷電路板的寬度能夠調整,以滿足不同尺寸類型的印刷電路板的需求.2.運行必需平穩,在運行中能維持一個恒定的速度3.為滿足產量及最佳焊接時間的
溫馨提示
- 1. 本站所有資源如無特殊說明,都需要本地電腦安裝OFFICE2007和PDF閱讀器。圖紙軟件為CAD,CAXA,PROE,UG,SolidWorks等.壓縮文件請下載最新的WinRAR軟件解壓。
- 2. 本站的文檔不包含任何第三方提供的附件圖紙等,如果需要附件,請聯系上傳者。文件的所有權益歸上傳用戶所有。
- 3. 本站RAR壓縮包中若帶圖紙,網頁內容里面會有圖紙預覽,若沒有圖紙預覽就沒有圖紙。
- 4. 未經權益所有人同意不得將文件中的內容挪作商業或盈利用途。
- 5. 人人文庫網僅提供信息存儲空間,僅對用戶上傳內容的表現方式做保護處理,對用戶上傳分享的文檔內容本身不做任何修改或編輯,并不能對任何下載內容負責。
- 6. 下載文件中如有侵權或不適當內容,請與我們聯系,我們立即糾正。
- 7. 本站不保證下載資源的準確性、安全性和完整性, 同時也不承擔用戶因使用這些下載資源對自己和他人造成任何形式的傷害或損失。
最新文檔
- 高墩柱專項施工方案
- 宜賓職業技術學院《口腔局部解剖學》2023-2024學年第二學期期末試卷
- 沈陽化工大學《禮儀文化與有效溝通》2023-2024學年第二學期期末試卷
- 重慶三峽學院《基因工程及分子生物學》2023-2024學年第二學期期末試卷
- 三峽電力職業學院《比較基因組學及數據分析》2023-2024學年第二學期期末試卷
- 2025至2031年中國水轉印首飾盒行業投資前景及策略咨詢研究報告
- 中國人民大學《體育測量學》2023-2024學年第二學期期末試卷
- 南川grc線條施工方案
- 石嘴山工貿職業技術學院《毒理學基礎實驗》2023-2024學年第二學期期末試卷
- 石家莊信息工程職業學院《SOC數字集成系統設計》2023-2024學年第二學期期末試卷
- 2024-2025學年七年級下冊歷史 【教學課件】第10課《金與南宋的對峙》
- 滁州地鐵筆試試題及答案
- 中級消控證的試題及答案
- 八年級英語下學期期中模擬卷(上海專用)-2024-2025學年(牛津上海版)
- 小學課本劇一年級《雪孩子》-劇本
- Unit 5 Everyone is special!(教學設計)-2024-2025學年人教版PEP(一起)(2024)英語一年級下冊
- 會計畢業論文范文:大數據時代的會計變革
- 2025年湖南永州恒通電力(集團)有限責任公司招聘筆試參考題庫附帶答案詳解
- GB/T 24628-2025醫療保健產品滅菌生物與化學指示物測試設備
- 2025-2030年中國太陽能供熱項目可行性研究報告
- DLT-596-1996-電力設備預防性試驗規程
評論
0/150
提交評論