



已閱讀5頁,還剩5頁未讀, 繼續免費閱讀
版權說明:本文檔由用戶提供并上傳,收益歸屬內容提供方,若內容存在侵權,請進行舉報或認領
文檔簡介
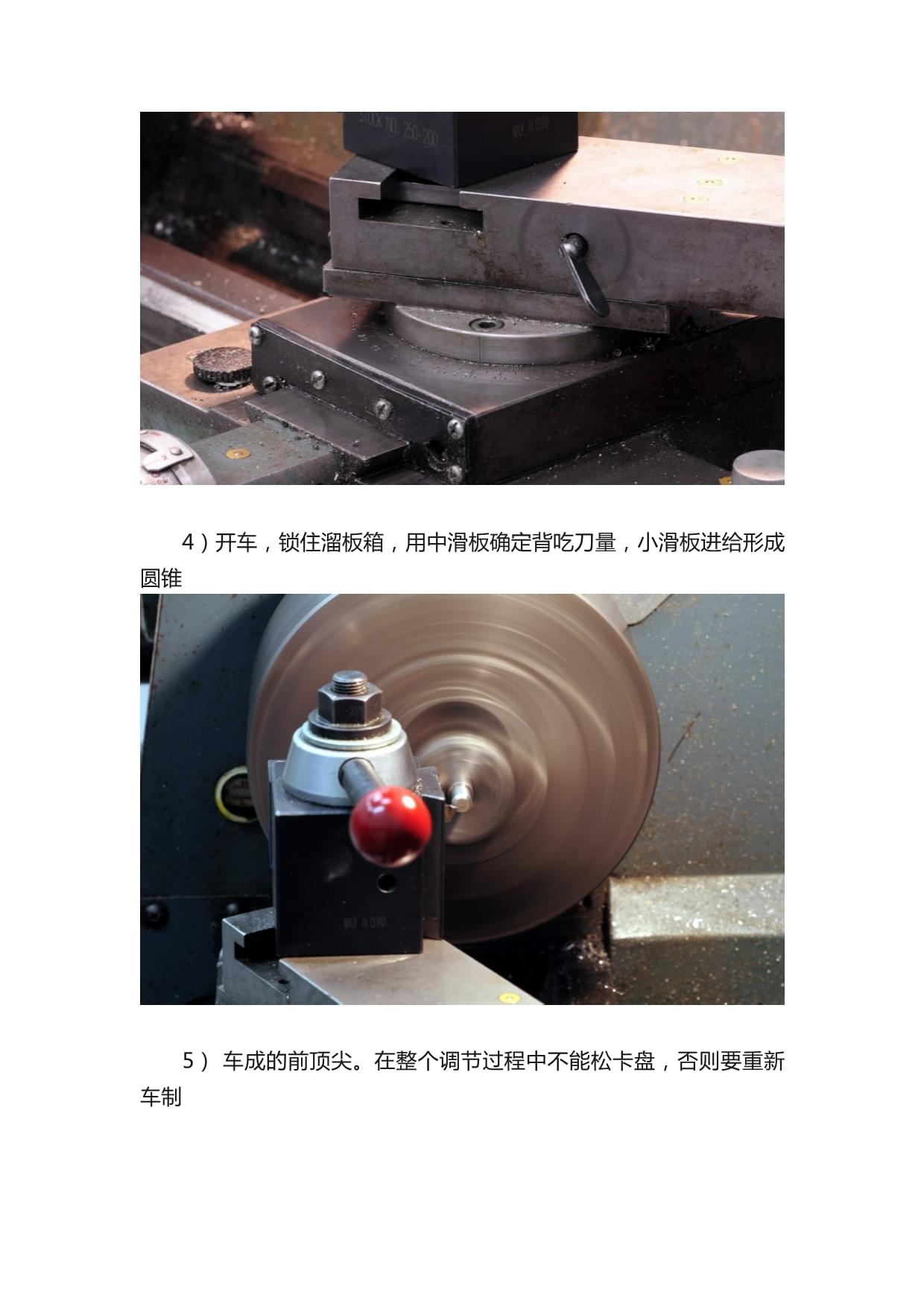
調整車床主軸和尾座同軸的方法一,前頂尖設定前頂尖可以用準確的死頂尖,裝入主軸錐孔。或者用如下的自車頂尖法,更能保證前頂尖與主軸同軸1),裝夾一根圓棒,取不用的廢料即可2)對車刀中心高3)設定小滑板偏移度數為30度(頂尖60度的一半)4)開車,鎖住溜板箱,用中滑板確定背吃刀量,小滑板進給形成圓錐5)車成的前頂尖。在整個調節過程中不能松卡盤,否則要重新車制二,裝夾檢驗棒檢驗棒是蘸硬鋼精磨出來的,頂尖孔同軸度,自身圓柱度都有保證。裝夾時要將包括前后頂尖,頂尖孔在內的接觸部分擦拭干凈兩頂尖裝夾在車床上。為了方便,我把刀架暫時卸下了三,檢驗安裝百分表,對床頭處設為0床頭讀數10英寸后的床尾讀數,可見尾頂尖遠離了0.0035吋,相當于8.9絲。三,調節一般車床為了便于調節,以及用偏移尾座法來車錐度,尾座都分上下兩部分,相互之間可以移動。調節是通過一對緊定螺釘相互鎖緊。因而要放一側緊一側。調整到百分表讀數和床頭一致。調定后要擰緊,并且關注百分表讀數有無變動在內六角扳手處調節調節后尾座處讀數調節后床頭處讀數可見兩處讀數一致,調節完成。若偏差仍大,同前處理,記床頭,調尾座。順帶秀幾臺設備1947年辛辛那提車床。這個廠當年是以生產臥銑起家,1889年建廠,后來也生產車床刨床之類,現在依然在生產高精度銑床Bridgeport立銑。Bridgeport是首次制造立銑床的公司,因而英語中直接用“bridgeport”表示立銑床。1938年開業,2004年被Ha
溫馨提示
- 1. 本站所有資源如無特殊說明,都需要本地電腦安裝OFFICE2007和PDF閱讀器。圖紙軟件為CAD,CAXA,PROE,UG,SolidWorks等.壓縮文件請下載最新的WinRAR軟件解壓。
- 2. 本站的文檔不包含任何第三方提供的附件圖紙等,如果需要附件,請聯系上傳者。文件的所有權益歸上傳用戶所有。
- 3. 本站RAR壓縮包中若帶圖紙,網頁內容里面會有圖紙預覽,若沒有圖紙預覽就沒有圖紙。
- 4. 未經權益所有人同意不得將文件中的內容挪作商業或盈利用途。
- 5. 人人文庫網僅提供信息存儲空間,僅對用戶上傳內容的表現方式做保護處理,對用戶上傳分享的文檔內容本身不做任何修改或編輯,并不能對任何下載內容負責。
- 6. 下載文件中如有侵權或不適當內容,請與我們聯系,我們立即糾正。
- 7. 本站不保證下載資源的準確性、安全性和完整性, 同時也不承擔用戶因使用這些下載資源對自己和他人造成任何形式的傷害或損失。
最新文檔
- 中醫藥養生文化課件
- 《GB 1589-2016汽車、掛車及汽車列車外廓尺寸、軸荷及質量限值》(2025版)深度解析
- 版個人建房地基訂購合同
- 山東輕工職業學院《營養生理學》2023-2024學年第二學期期末試卷
- 寧夏工業職業學院《現代數字信號處理》2023-2024學年第二學期期末試卷
- 吉林省長春市九臺區2025屆初三下學期質量監測檢測試題英語試題含答案
- 遼寧醫藥職業學院《有機化學DI》2023-2024學年第二學期期末試卷
- 下花園區2025屆數學四年級第二學期期末質量跟蹤監視試題含解析
- 南京特殊教育師范學院《醫學科研方法與論文寫作》2023-2024學年第一學期期末試卷
- 江西農業大學南昌商學院《高等數學E(一)》2023-2024學年第一學期期末試卷
- 瀝青攪拌站應急預案與響應流程
- 寧德時代 -2024年度環境、社會與公司治理(ESG)報告
- 2024年行政管理相關自考的試題及答案
- 書法報名合作合同標準文本
- 寵物鮮食知識培訓課件
- 2025屆廣東省佛山市高三上學期一模生物試題含答案
- 2025年廣州市高三一模高考政治模擬試卷試題(答案詳解)
- 某醫院食堂裝修改造工程施工組織設計
- 履帶吊安裝與拆卸專項監理細則
- 通信冬雨季施工方案
- 血透患者如何預防高血鉀
評論
0/150
提交評論